Contenido
Así es como un Máquina de resorte CNC opera, desglosado en su funcional esencial desglosado en sus pasos funcionales esenciales:
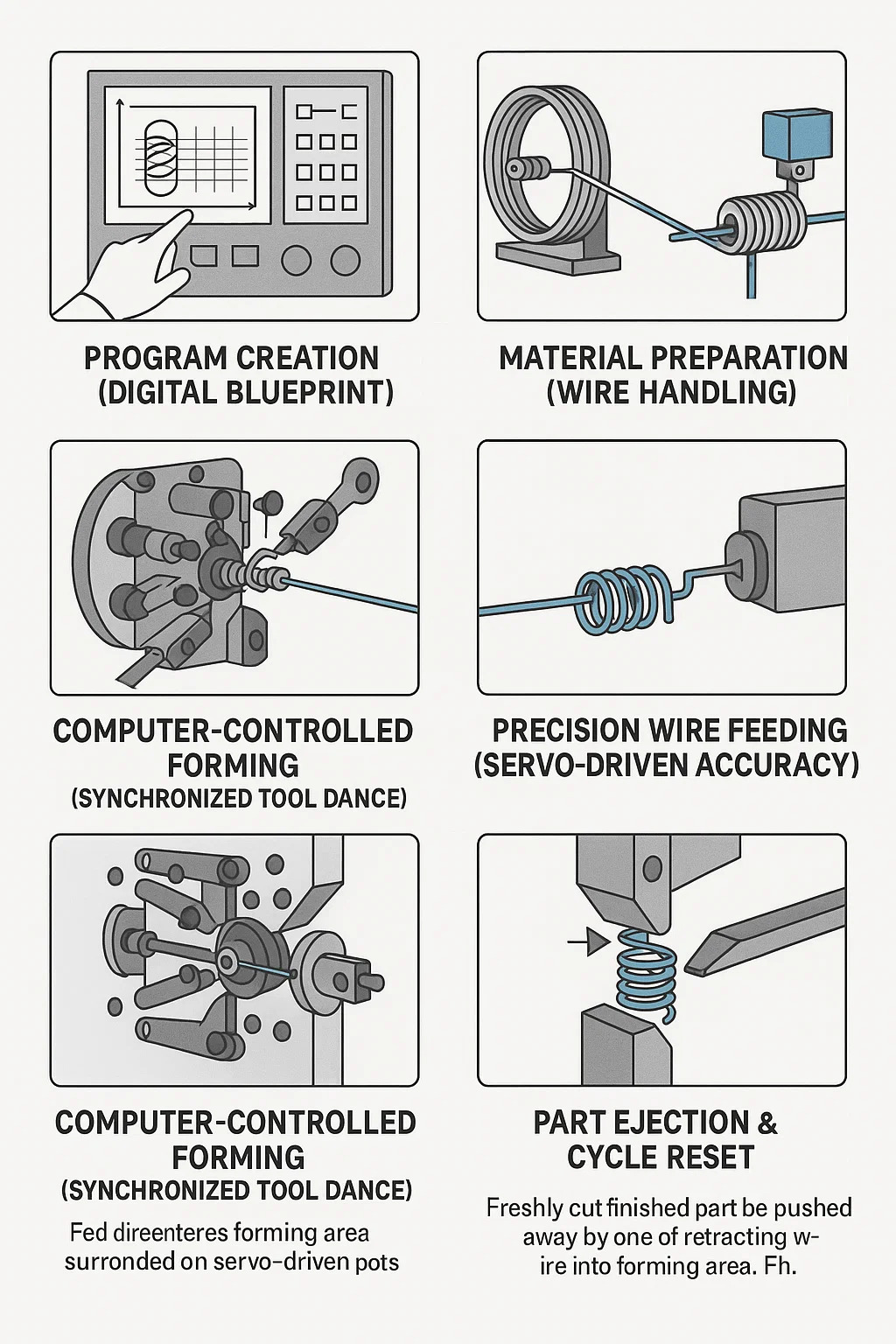
•Un operador utiliza software especializado en el panel de control de la computadora de la máquina.
•Se ingresan las especificaciones exactas de la forma deseada del resorte o alambre: diámetro del alambre, diámetros exterior/interior, número de espiras, paso de las espiras (espaciado), longitud libre, configuraciones de extremos (ganchos, bucles, curvas, ángulos) y cualquier característica especial.
•El software convierte estas entradas en un conjunto preciso de instrucciones de la máquina (como el código G), definiendo cada movimiento y acción.
•Una bobina de alambre metálico (acero, inoxidable, latón, etc.) está montada en un carrete de desenrollado.
•El alambre se alimenta a través de una El alambre se alimenta a través de una unidad enderezadora que consta de múltiples rodillos. Estos rodillos aplican una presión controlada para eliminar cualquier curvatura o torcedura del alambre enrollado, asegurando que el alambre perfectamente recto ingrese al área de formación.
•Se puede aplicar lubricación al alambre para reducir la fricción y el desgaste de la herramienta.
•El alambre enderezado pasa entre un par de rodillos de alimentación moleteados.
•Un servomotor dedicado controla con precisión estos rodillos.
•Según el programa, el servomotor hace girar los rodillos en una cantidad exacta, empujando una longitud de alambre medida con precisión hacia la zona de formación. Esta alimentación controlada determina dimensiones críticas como la longitud total del resorte y el espacio entre espirales.
•El alambre alimentado ingresa al área de conformado, rodeado por varias herramientas de conformado móviles (dedos, correderas) montadas en postes servoaccionados y colocadas cerca de un mandril central (eje) o pasador de conformado.
•El controlador por computadora de la máquina envía comandos a servomotores individuales que controlan cada eje de la herramienta de conformado de forma independiente y simultánea.
•Estos servos mueven las herramientas en trayectorias complejas y coordinadas:
•Las herramientas se deslizan radialmente hacia adentro/hacia afuera para doblar el alambre o definir diámetros.
•Las herramientas giran para enrollar el alambre alrededor del mandril, formando bobinas.
•Las herramientas se mueven axialmente para controlar el paso (distancia entre bobinas) a medida que avanza el alambre.
•Las herramientas presionan o se doblan para crear formas de extremos como ganchos, formas de ojos como ganchos, ojos o curvas complejas.
•Múltiples herramientas actúan en secuencia rápida, doblando y dando forma progresivamente al alambre según la geometría programada. La computadora garantiza la sincronización y el posicionamiento perfectos para cada movimiento de la herramienta en relación con el movimiento de la herramienta de alimentación de alambre en relación con la posición de alimentación del alambre.
•Una vez que la forma final está completamente formada, el programa activa un programa de servo de corte dedicado que activa un eje de servo de corte dedicado.
•Una hoja de corte de acero endurecido (estilo guillotina o giratoria) se mueve con fuerza contra un yunque fijo o contracuchilla.
•Esta acción corta limpiamente el resorte o la forma de alambre terminado del material de alambre de arrastre con una sincronización precisa.
•La pieza terminada recién cortada generalmente se empuja fuera del área de conformado mediante una herramienta retráctil o simplemente cae por gravedad, a menudo por un conducto hacia un contenedor de recolección.
•Todas las herramientas de conformado se retraen simultáneamente a sus posiciones iniciales ("iniciales") programadas.
•Los rodillos de alimentación avanzan inmediatamente la siguiente longitud precisa de alambre.
•El ciclo completo (El ciclo completo (pasos 3-6) se repite continuamente a alta velocidad.

TK12120 MÁQUINA ENROLLADORA DE RESORTE CNC TK-8120 12EJES...
Смотрите подробности
TK-6160 LAMINADORA DE RESORTE CNC TK-6160 ...
Смотрите подробности
TK-6120 LAMINADORA DE RESORTE CNC TK-6120 ...
Смотрите подробностиCódigo QR móvil

 Idioma
Idioma  中文简体
中文简体 英语
英语 俄语
俄语 西班牙语
西班牙语

