Contenido
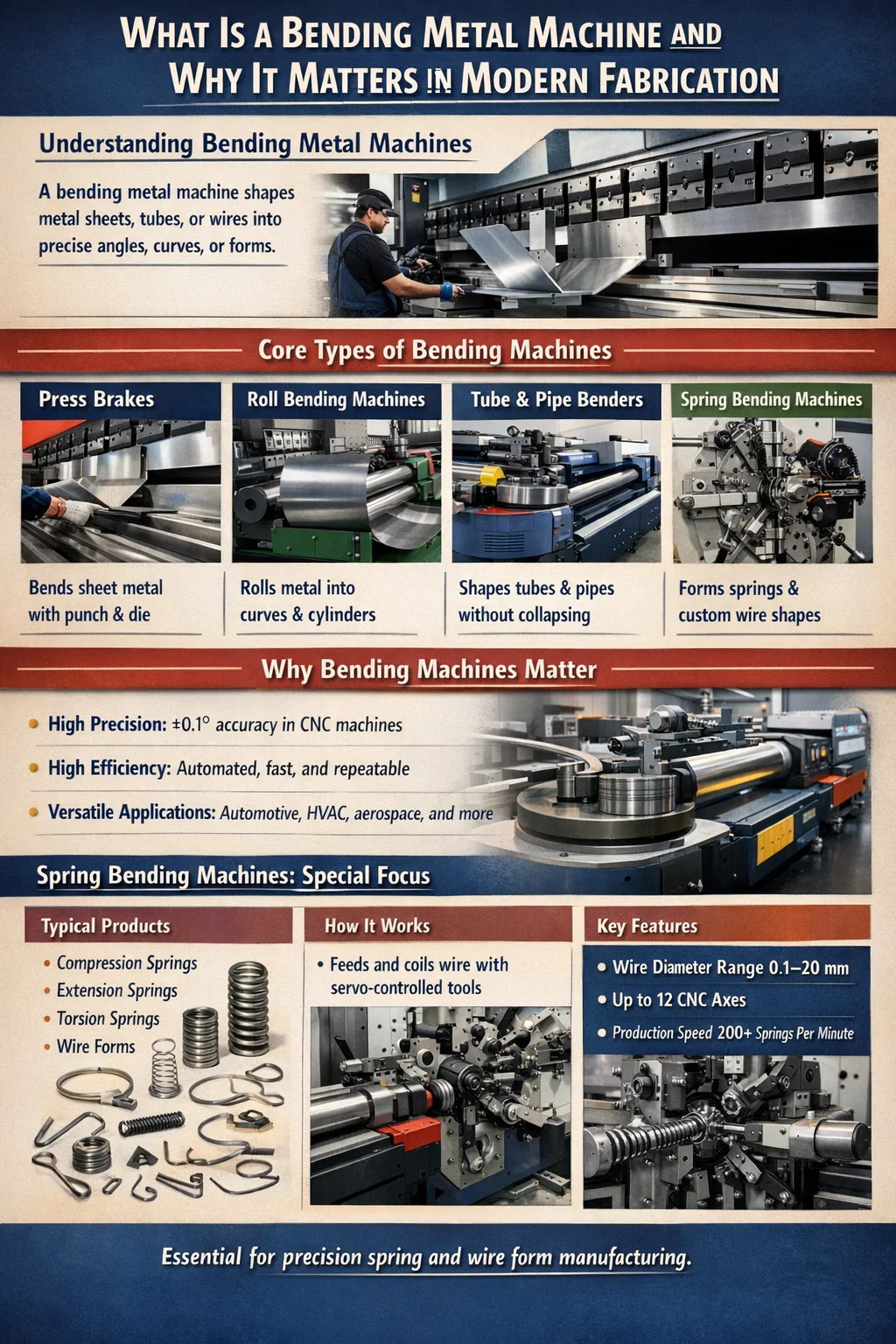
un máquina dobladora de metales es un equipo industrial diseñado para deformar piezas de trabajo metálicas (láminas, barras, tubos o alambres) en ángulos precisos, curvas o formas tridimensionales complejas sin cortar ni soldar. La conclusión principal es sencilla: si su línea de producción requiere formas metálicas consistentes y repetibles a escala, una máquina dobladora dedicada no es un equipo opcional: es la columna vertebral de su flujo de trabajo. El doblado manual introduce errores humanos, radios de doblado inconsistentes y fatiga del operador; la flexión mecanizada elimina los tres.
Las máquinas dobladoras de metal modernas van desde simples plegadoras hidráulicas capaces de doblar placas de acero dulce de 3 mm hasta sofisticados sistemas CNC multieje que pueden ejecutar 40 secuencias de doblado distintas en un solo ciclo automatizado. Una plegadora CNC de rango medio, por ejemplo, puede lograr una repetibilidad angular de ±0,1°, lo que es esencialmente inalcanzable mediante la operación manual. Para soportes para automóviles, conductos de HVunC, marcos de muebles, gabinetes eléctricos y cientos de otras categorías de productos, este nivel de precisión no es un lujo: es un requisito de fabricación.
La máquina dobladora de resortes es un subconjunto especializado de la familia más amplia de máquinas dobladoras. Mientras que una plegadora general se centra en chapa metálica, una máquina dobladora de resortes está diseñado específicamente para enrollar, enrollar y formar alambres o varillas en resortes de compresión, resortes de extensión, resortes de torsión y formas de alambre personalizadas. Estos dos tipos de máquinas a menudo coexisten en la misma instalación, y comprender cómo se complementan entre sí es esencial para cualquier gerente de fabricación que busque equipos.
El término "máquina dobladora de metal" engloba varias arquitecturas de máquinas distintas. Elegir el tipo incorrecto para su aplicación genera piezas de mala calidad, desgaste excesivo de las herramientas y gastos de capital innecesarios. A continuación se muestra un desglose estructurado de las principales categorías.
La plegadora es la máquina plegadora de chapa más utilizada a nivel mundial. Utiliza un juego de punzones y matrices para aplicar fuerza localizada a lo largo de una línea recta, creando una única curvatura por golpe. Las plegadoras hidráulicas dominan las aplicaciones de servicio pesado: doblan placas de acero de hasta 25 mm de espesor en longitudes de doblado de 6 metros o más. Las plegadoras servoeléctricas, cada vez más populares desde 2018, ofrecen un ahorro de energía del 30 % al 50 % en comparación con sus homólogas hidráulicas y proporcionan tiempos de ciclo más rápidos para trabajos de calibre fino (0,5 a 3 mm). Las plegadoras CNC añaden posicionamiento programable del tope trasero, compensación automática de coronación y secuenciación de plegado de varios pasos, lo que reduce el tiempo de configuración de horas a minutos al cambiar entre programas de piezas.
Las máquinas dobladoras de rodillos, también llamadas rodillos de placas o dobladoras de secciones, utilizan dos o tres rodillos accionados para curvar continuamente el metal en arcos, anillos o cilindros. Son indispensables para la fabricación de recipientes a presión, producción de tuberías, estructuras de acero arquitectónicas y fabricación de tanques. Una máquina simétrica de tres rodillos es el estándar para producir cilindros de gran diámetro a partir de placas planas. Una máquina de cuatro rodillos agrega un cuarto rodillo que predobla el borde principal, eliminando el punto plano que es la limitación clásica de los diseños de tres rodillos. Dependiendo del tonelaje de la máquina y del diámetro del rollo, se pueden lograr radios de curvatura desde curvas cerradas de 150 mm hasta arcos suaves que abarcan varios metros.
Las máquinas dobladoras de tubos doblan secciones huecas (tubos redondos, cuadrados o rectangulares) sin colapsar la sección transversal. El doblado por estirado rotatorio, el método más preciso, sujeta el tubo contra una matriz y lo gira alrededor de una matriz de curvatura fija, a menudo con un mandril interno que evita el colapso de la pared. Este método es estándar en sistemas de escape de automóviles, jaulas antivuelco, cuadros de bicicletas y líneas hidráulicas aeroespaciales. Las dobladoras de tubos CNC con cabezales de herramientas de pilas múltiples pueden producir piezas que requieren múltiples dobleces en diferentes planos; un solo componente de escape de un automóvil puede tener de 8 a 12 dobleces distintos programados en secuencia.
Las máquinas dobladoras de alambre y las máquinas dobladoras de resortes manejan material de diámetro más pequeño (generalmente alambre de 0,1 mm a 20 mm de diámetro) y le dan formas complejas de alambre, clips, soportes, ganchos y resortes bidimensionales o tridimensionales. Esta categoría merece una discusión dedicada y se trata en profundidad en secciones posteriores.
| Tipo de máquina | Materiales primario | Tolerancia típica | Industrias comunes |
|---|---|---|---|
| Prensa plegadora CNC | Chapa de 0,5 a 25 mm | ±0,1° | HVAC, electrónica, construcción. |
| Rollo de plato | Placa hasta 100 mm | ±1–2 mm de diámetro | Recipientes a presión, tanques |
| Dobladora de tubos CNC | Tubo DE 6–200 mm | ±0,2° | unutomotive, aerospace |
| Dobladora de resortes | Alambre de 0,1 a 20 mm | paso de ±0,05 mm | Resortes, formas de alambre, clips. |
un máquina dobladora de resortes (también conocida como máquina enrolladora de resortes, formadora de resortes CNC o máquina formadora de alambre, según la configuración) es una máquina dobladora de metal altamente especializada diseñada para procesar alambre en resortes y formas de alambre con un alto rendimiento. Comprender su principio de funcionamiento ayuda a aclarar por qué no puede sustituirse simplemente por una máquina dobladora de uso general.
El alambre se extrae de un carrete o se endereza de una bobina y se introduce a través de rodillos guía de precisión en la zona de formación. El mecanismo de alimentación, normalmente un sistema de rodillo de arrastre servoaccionado, controla la longitud del cable dispensado con una precisión de ±0,05 mm. En la zona de formación, un punto de bobinado o una herramienta de formación desvía el alambre para crear el diámetro de la bobina. La herramienta de paso controla simultáneamente el avance axial de la bobina, determinando la longitud libre y el paso del resorte. Un mecanismo de corte, ya sea un cortador giratorio o una cuchilla de leva accionada por leva, corta el resorte terminado del alambre en el punto programado.
En las máquinas dobladoras de resortes CNC, cada eje (longitud de alimentación, posición del punto de bobinado, ángulo de paso de la herramienta y sincronización de corte) está servocontrolado y sincronizado de forma independiente a través de un controlador de movimiento central. Las máquinas de alta gama de fabricantes como Wafios, Itaya o Bamatec pueden producir resortes de compresión a velocidades superiores 200 piezas por minuto para alambre de pequeño diámetro (menos de 1 mm), con una repetibilidad dimensional que el bobinado manual del resorte no puede alcanzar.
La recuperación elástica (la recuperación elástica del metal después de doblarlo) es el desafío central en todas las operaciones de doblado de metales, pero es especialmente crítico en la fabricación de resortes. Debido a que el desempeño funcional del resorte depende de dimensiones geométricas precisas (longitud libre, diámetro de la bobina, paso), cualquier recuperación elástica que cause una desviación dimensional se traduce directamente en un resorte que no cumple con las especificaciones de carga. Las máquinas dobladoras de resortes CNC compensan la recuperación elástica algorítmicamente: el software de control dobla demasiado el alambre en una cantidad calculada para que, después de la recuperación elástica, el resorte terminado aterrice en la dimensión objetivo. Este valor de sobreflexión varía según el material del alambre, el diámetro, la condición de temple y el radio de curvatura, y las máquinas modernas almacenan estos valores en bibliotecas de materiales para un rápido cambio de trabajo.
Comprar una máquina dobladora de metal, ya sea una plegadora, una máquina dobladora de resortes o una dobladora de tubos, requiere evaluar un conjunto de parámetros técnicos que determinan si la máquina realmente puede producir sus piezas. Confiar en la descripción de un vendedor sin verificar estas cifras con los requisitos de piezas es la forma en que las empresas terminan con máquinas que no pueden hacer el trabajo.
El material que se está doblando determina la selección de herramientas, los requisitos de tonelaje, la compensación de la recuperación elástica y el radio de curvatura alcanzable. No todos los metales se doblan de la misma manera, y una máquina dobladora de metales optimizada para acero dulce puede producir resultados completamente diferentes (o fallar por completo) al intentar doblar acero para resortes endurecido o titanio.
El material de referencia predeterminado para máquinas dobladoras de metal. El acero dulce (límite elástico de aproximadamente 250 MPa) es indulgente, se dobla limpiamente y tiene una recuperación elástica moderada. Es el material utilizado en las clasificaciones de tonelaje de las máquinas y en las recomendaciones de apertura de troqueles. El acero dulce de grado S235 o A36 se dobla de manera confiable hasta un radio de curvatura interior mínimo de 0,5 veces el espesor del material sin agrietarse.
El acero HSLA (límite elástico de 350 a 700 MPa) y los grados AHSS utilizados en estructuras de carrocerías de automóviles requieren un tonelaje significativamente mayor para doblarse, a menudo De 2 a 3 veces el tonelaje requerido para un espesor equivalente de acero dulce . La recuperación elástica también es proporcionalmente mayor: una curvatura de 90° en acero HSLA puede requerir programar el punzón a 84–87° para lograr 90° después de la recuperación de la recuperación elástica. La abertura del troquel también debe ser más ancha para evitar grietas en la línea de doblez.
unustenitic stainless steels (304, 316) work-harden during bending, which increases resistance as bending progresses. They require approximately 50% more tonnage than mild steel of the same thickness and exhibit pronounced springback. Tool surfaces must be kept clean to prevent stainless steel from picking up contamination, which causes corrosion in service.
unluminum requires less tonnage than steel but is more prone to surface marking and cracking if bent across the grain direction of the sheet. Temper condition is critical: 5052-H32 bends readily to a 1× thickness radius, while 6061-T6 in the same thickness may crack unless the bend radius is increased to 3–4× thickness. Spring bending machines processing aluminum wire for the electrical or packaging industries must use polished guides and forming tools to prevent surface damage.
El acero para resortes, generalmente acero con alto contenido de carbono (0,6 a 1,0% de carbono) o acero para resortes de aleación como 51CrV4, es el material principal para las máquinas dobladoras de resortes. Estos materiales tienen límites elásticos de 1000 a 2000 MPa y una recuperación elástica extremadamente alta. Una máquina dobladora de resortes debe ser capaz de aplicar fuerzas de formación que excedan el límite elástico del alambre y al mismo tiempo controlar con precisión la deformación plástica que determina la geometría final del resorte. El alambre musical (ASTM A228) es el grado de alambre para resortes más común: Más del 70% de los resortes de compresión de precisión. se enrollan con alambre musical o alambre trefilado debido a su constante resistencia a la tracción y calidad de la superficie.
| Material | Límite elástico (MPa) | Nivel de recuperación elástica | Mín. Radio de curvatura | Tonelaje frente a acero dulce |
|---|---|---|---|---|
| Acero dulce (A36) | 250 | Bajo | 0,5×t | 1× (línea de base) |
| Acero HSLA | 450–700 | Alto | 1,5–2× toneladas | 2–3× |
| 304 inoxidable | 310 | Medio-Alto | 1×t | 1,5× |
| Aluminio 6061-T6 | 276 | Medio | 3–4×t | 0,5× |
| Cable de música (ASTM A228) | 1.500–2.000 | muy alto | 0,5–1× d | Sólo máquina de resorte |
Cada máquina dobladora de metal se clasifica en uno de tres niveles de control: manual, hidráulica/mecánica con controles básicos o CNC completo. Cada nivel tiene un perfil distinto de costo-capacidad y la elección correcta depende del volumen de producción, la complejidad de las piezas y la habilidad disponible del operador.
Los frenos plegadores manuales, los frenos de caja y plato operados manualmente y las máquinas enrolladoras de resortes ajustadas manualmente son apropiados para trabajos de prototipos, producción de muy bajo volumen (menos de 50 piezas por tirada) o situaciones en las que la variedad de piezas es extremadamente alta y las configuraciones cambian constantemente. Su costo de capital es bajo: un freno plegador manual capaz de doblar acero de 1,2 mm a lo largo de 1 m se puede comprar por entre 500 y 3.000 dólares. La desventaja es que la calidad depende del operador, el rendimiento lento y el esfuerzo físico significativo para calibres más pesados. En el contexto de la fabricación de resortes, los tornos manuales de bobinado de resortes todavía se utilizan para la creación de prototipos y pedidos personalizados de una sola pieza donde el tiempo de programación CNC excedería el valor de las piezas.
Las plegadoras hidráulicas con un simple tope de profundidad y un tope trasero ajustado manualmente representan el caballo de batalla de los talleres de fabricación pequeños y medianos en todo el mundo. Estas máquinas son resistentes, relativamente sencillas de mantener y capaces de realizar trabajos pesados. Una plegadora hidráulica de 100 toneladas y 2,5 m con un tope trasero básico de 2 ejes suele costar entre 15 000 y 40 000 dólares, según la marca y el origen. Son muy adecuados para tiradas de volumen medio de piezas simples: bridas rectas, canales y ángulos en acero dulce o aluminio donde se requieren uno o dos dobleces por pieza.
El control CNC total transforma una máquina dobladora en una celda de fabricación programable. Una plegadora CNC almacena cientos de programas de piezas, cada uno de los cuales define la secuencia de plegado, las posiciones del tope trasero, la profundidad del recorrido del punzón, la corrección de coronación y los parámetros del material. Los operadores seleccionan un programa, cargan la pieza y la máquina ejecuta toda la secuencia de plegado automáticamente. El tiempo de preparación para un trabajo repetido se reduce de 45 a 90 minutos (en una máquina configurada manualmente) a menos de 5 minutos. Para una fábrica que procesa entre 20 y 30 números de piezas diferentes por día, esta reducción del tiempo no productivo vale más anualmente que el sobreprecio del sistema CNC.
Las máquinas dobladoras de resortes CNC ofrecen beneficios análogos: una vez que se escribe y califica un programa de resortes, cada ejecución de producción posterior comienza desde una buena base conocida. Los cambios de parámetros (diámetro de la bobina, longitud libre, paso) solo requieren ediciones de software en lugar de ajustes mecánicos. Los principales controladores de máquinas de resortes CNC de Wafios (Alemania) e Itaya (Japón) incluyen retroalimentación dimensional en tiempo real: un sistema de medición integrado verifica cada resorte con la especificación programada, rechazando automáticamente las piezas fuera de tolerancia. El tiempo de calificación del primer artículo se reduce entre un 60% y un 80% en comparación con las máquinas bobinadoras configuradas manualmente.
La máquina dobladora es tan capaz como sus herramientas. Para las plegadoras, el conjunto de punzón y matriz determina el radio de curvatura mínimo, el ángulo de curvatura alcanzable y el espesor máximo del material. En las máquinas dobladoras de resortes, las herramientas de bobinado, las herramientas de paso y las herramientas de corte definen las geometrías de resorte que se pueden producir. Las herramientas son un costo recurrente que debe tenerse en cuenta en el cálculo del costo total de propiedad.
Las herramientas estándar para plegadoras de estilo europeo (compatibles con Trumpf/Wila) se han convertido en el estándar mundial de facto, y las herramientas de un fabricante se adaptan a máquinas de docenas de otros. Los perfiles de punzonado varían desde punzones de ángulo agudo (30°) para bridas estrechas hasta punzones de cuello de cisne para doblados profundos de cajas y punzones de dobladillo para pliegues de radio cero. Las aberturas de la matriz en V se seleccionan en función del espesor del material: la regla general de la industria es apertura en V = 6 a 10 veces el espesor del material para el doblado con aire. Los punzones y matrices de acero endurecido para herramientas en configuraciones estándar duran entre 500.000 y 1.000.000 de golpes antes de requerir reacondicionamiento. Las herramientas especiales (seguidores de rodillos para doblado de radios, punzones desplazados para bridas estrechas) agregan versatilidad pero aumentan el costo del inventario de herramientas.
Las herramientas para una máquina dobladora de resortes son más específicas de la aplicación que las herramientas para plegadoras. Los puntos de bobinado suelen tener puntas de carburo de tungsteno para resistir la abrasión continua del alambre de alta resistencia a alta velocidad. Un punto de enrollado puede durar entre 50 y 200 millones de ciclos antes de ser reemplazado, pero esto varía significativamente según la condición de la superficie del alambre y la lubricación. Las herramientas de paso, los tubos guía y las herramientas de corte también están sujetos a desgaste y deben revisarse periódicamente. Mantener un stock de consumibles para herramientas, especialmente para resortes de producción de gran volumen, evita costosos tiempos de inactividad no planificados. El costo de un juego completo de herramientas para un nuevo perfil de resorte en una máquina dobladora de resortes CNC oscila entre $200 y $2000 dependiendo de la complejidad, lo cual es modesto en comparación con el costo de las herramientas de plegadora para geometrías de piezas inusuales.
Cada operación de máquina dobladora de metal encuentra problemas de calidad recurrentes. Identificar la causa raíz (máquina, herramientas, material o programación) es el requisito previo para solucionar el problema. Los siguientes son los defectos más comunes encontrados en las operaciones de plegadora y doblado de resortes, con sus causas y correcciones.
Síntoma: Una curva de 90° mide 90° en el centro pero 92° en los extremos, o viceversa. Causa en una plegadora: deflexión (arqueamiento) del marco de la máquina bajo carga, lo que hace que el centro de la plataforma se desvíe más que los extremos. Corrección: activar el sistema de coronación; Si la máquina carece de coronación, utilice un troquel segmentado con secciones más gruesas en el centro o reduzca la longitud de curvatura para permanecer dentro de la capacidad nominal de curvatura recta de la máquina. En una máquina dobladora de resortes, la variación del paso a lo largo de la longitud del resorte sugiere una herramienta de paso desgastada o un enderezamiento inconsistente del alambre.
Síntoma: Las piezas dobladas con el mismo programa salen con ángulos ligeramente diferentes, dentro de un solo lote o entre lotes. Causa: variación de las propiedades del material entre bobinas o láminas. Incluso el material certificado del mismo grado puede variar entre un ±5 y un 10 % en su límite elástico entre las series de producción. Corrección: la flexión del fondo (acuñación) en lugar de la flexión con aire elimina la variación del retorno elástico a costa de un mayor tonelaje: el material se deforma completamente plásticamente en todo su espesor. Para la flexión de resortes, esto se manifiesta como dispersión de longitud libre y se corrige ajustando las especificaciones del proveedor del alambre (rango de resistencia a la tracción), mejorando el enderezamiento del alambre y usando medición de retroalimentación de circuito cerrado para ajustar los parámetros de formación en tiempo real.
Síntoma: La superficie exterior de la curvatura desarrolla microfisuras o fracturas visibles. Causas: radio de curvatura demasiado ajustado para el material, curvatura en contra de la dirección de la fibra del material (dirección de laminación) o uso de material endurecido que no tiene ductilidad suficiente. Corrección: aumentar el radio de curvatura interior (mínimo 1× espesor del material para la mayoría de los aceros en dirección transversal, 2× en dirección longitudinal para aleaciones más duras). Para chapa metálica, oriente las piezas de modo que la línea de plegado sea perpendicular a la dirección de laminado. Para alambre para resortes, el agrietamiento indica defectos en la superficie del alambre o un radio de enrollado por debajo del mínimo para ese diámetro y temperamento del alambre.
Síntoma: La longitud libre del resorte comienza en el valor nominal y aumenta o disminuye gradualmente durante el transcurso de una ejecución de producción sin cambios en el programa. Causa: expansión térmica de los rodillos de alimentación de la máquina o de las herramientas de formación a medida que la máquina se calienta desde el arranque en frío, o desgaste progresivo del punto de bobinado que cambia el radio de bobinado efectivo. Corrección: permita un período de calentamiento de 15 a 20 minutos antes de la medición de la producción; monitorear y registrar la longitud libre en un gráfico de control de proceso estadístico durante toda la ejecución; Establezca intervalos de cambio de herramienta basados en la deriva de longitud medida en lugar de intervalos de tiempo arbitrarios.
Comprender qué industrias dependen más de las máquinas dobladoras de metal ayuda a contextualizar la escala de esta categoría de equipos y lo que está en juego en la selección y el mantenimiento de las máquinas.
un single passenger vehicle contains an estimated 100 a 200 componentes de resorte individuales — resortes de válvula, resortes de suspensión, resortes de asiento, resortes de retorno de freno, resortes de embrague y docenas de clips y retenedores de alambre. Cada uno de ellos se produce en una máquina dobladora de resortes. Las máquinas dobladoras de chapa producen refuerzos de carrocería, soportes, escudos térmicos y miembros estructurales. Los requisitos de tolerancia de la industria automotriz, combinados con los volúmenes de producción medidos en millones de unidades al año, hacen que las máquinas dobladoras CNC con medición durante el proceso y control estadístico del proceso sean esenciales.
unerospace applications demand traceability and certification at every production step. CNC bending machines in aerospace facilities must maintain complete audit trails — recording which program was used, what the machine parameters were, and what the measured dimensions of each part were. Titanium, Inconel, and aluminum-lithium alloys present extreme bending challenges: titanium's springback is aproximadamente el doble que el acero con un espesor equivalente, lo que requiere una compensación sofisticada del exceso de curvatura. Las máquinas dobladoras de resortes en el sector aeroespacial producen resortes para trenes de aterrizaje, resortes para asientos eyectores y resortes de retorno de cables de control según especificaciones de carga precisas verificadas mediante pruebas de carga obligatorias.
La industria electrónica utiliza máquinas dobladoras de resortes para producir resortes de contacto para conectores, contactos de baterías, resortes de interruptores y retenedores de cables en materiales que van desde bronce fosforado y cobre berilio hasta acero inoxidable. Estas piezas suelen ser extremadamente pequeñas (son comunes diámetros de alambre de 0,1 a 0,5 mm) y requieren velocidades de producción de varios cientos de piezas por minuto con tolerancias dimensionales de ±0,02 mm. Las máquinas dobladoras de chapa producen carcasas, chasis y soportes de disipadores de calor para equipos electrónicos en aluminio y acero.
Las prensas plegadoras y plegadoras dominan la construcción y la fabricación de metales HVAC, produciendo conductos, tapajuntas, paneles de fascia, soportes estructurales, ángulos de dintel y gabinetes de equipos de acero galvanizado, aluminio y láminas de acero inoxidable. Un taller de chapa que atiende al comercio de HVAC puede operar de 3 a 8 plegadoras de diversas capacidades para manejar materiales de diferentes calibres y tamaños de piezas. La productividad en estos talleres se mide en metros lineales de perfil doblado por turno; una operación de plegadora CNC bien ejecutada puede producir De 2.000 a 4.000 metros lineales de producto doblado por turno de 8 horas , dependiendo de la complejidad de la pieza y del material.
Los resortes y formas de alambre médicos (alambres guía de catéter, resortes de clip quirúrgico, resortes de fijación de implantes y componentes de equipos de diagnóstico) se producen en máquinas dobladoras de resortes de precisión según especificaciones de grado biomédico. Los materiales de este sector incluyen acero inoxidable 316L, nitinol (aleación de níquel-titanio con memoria de forma) y titanio. La formación de alambre de nitinol en una máquina dobladora de resortes es particularmente desafiante: el comportamiento superelástico del material significa que no se aplican los modelos de recuperación elástica estándar y las trayectorias de las herramientas deben desarrollarse empíricamente para cada geometría de pieza.
Adquirir una máquina dobladora de metal, particularmente una máquina dobladora de resortes, requiere más diligencia debida que la mayoría de las compras de bienes de capital porque la capacidad de la máquina es altamente específica de la aplicación y las diferencias de desempeño entre proveedores son significativas. La siguiente lista de verificación se aplica independientemente de si compra un vehículo nuevo, reacondicionado o usado.
un supplier who can run your actual sample parts on their demonstration machine and show you the first-article inspection results is infinitely more valuable than one who provides only specification sheets. Insist on a machine demonstration with your wire or sheet material before committing to a purchase. Ask for references from customers in your industry and contact them. Ask specifically about accuracy over time (not just out-of-box performance), spare parts availability, and technical support responsiveness when the machine goes down during production.
El precio de compra de una máquina dobladora de metal suele ser del 40% al 60% de su costo total de propiedad durante una vida útil de 10 años. El resto comprende herramientas ($5000 a $50 000 durante la vida útil de la máquina para una plegadora), mantenimiento y repuestos (presupuesto de 2 a 4% del precio de compra anual), consumo de energía (una plegadora hidráulica de 80 toneladas consume aproximadamente 7,5 kW; una servomáquina eléctrica equivalente consume de 1,5 a 2 kW en promedio) y capacitación del operador. Para una máquina dobladora de resortes, agregue el costo de los desechos de alambre durante la instalación: un trabajo de formación de resortes mal programado en una máquina CNC puede consumir entre 5 y 15 kg de alambre antes de obtener una buena muestra, lo que a $3 a $8/kg para el cable musical representa entre $15 y $120 en pérdida de materia prima por configuración.
un used press brake from a reputable manufacturer — AMADA, Trumpf, Bystronic, LVD — can deliver 80–90% of new machine capability at 30–50% of the purchase price, provided the machine has been properly maintained and the CNC controller and hydraulic system are in good condition. Key inspection points include ram parallelism (check with a precision level across the ram at multiple positions), back-gauge positioning accuracy (verify with a test program running 20 consecutive positioning cycles and measuring variation), and hydraulic oil condition and system pressure stability. For used spring bending machines, inspect coiling tool wear, feed roller condition, and verify the control system can communicate with current programming software — obsolete proprietary controllers can make a machine effectively unusable if the software is no longer supported.
Las plegadoras y las máquinas dobladoras de resortes se encuentran entre las máquinas herramienta más propensas a sufrir lesiones en la fabricación de metales. La plegadora en particular tiene un largo historial de lesiones en manos y dedos causadas por el punzón y el troquel de cierre rápido. Las normas de seguridad modernas han reducido significativamente las tasas de lesiones, pero su cumplimiento requiere comprender los sistemas de seguridad específicos involucrados.
Las máquinas dobladoras de resortes presentan un perfil de lesiones diferente: el principal peligro es que los extremos del alambre salgan volando durante el bobinado, particularmente cuando se produce una rotura del alambre o una mala alimentación a alta velocidad de producción. Los extremos de los cables a 150-200 m/min pueden causar laceraciones graves. Los requisitos mínimos de seguridad son protección cerrada alrededor de la zona de formado, EPP obligatorio (gafas de seguridad y guantes resistentes a cortes) y sistemas de parada automática activados por sensores de rotura de alambre. Las máquinas dobladoras de resortes nunca deben operarse sin las protecciones, ni siquiera durante la instalación y el ajuste, una práctica que aumenta drásticamente el riesgo de lesiones y es una de las principales causas de las lesiones que ocurren en las instalaciones de fabricación de resortes.

TK12120 MÁQUINA ENROLLADORA DE RESORTE CNC TK-8120 12EJES...
Смотрите подробности
TK-6160 LAMINADORA DE RESORTE CNC TK-6160 ...
Смотрите подробности
TK-6120 LAMINADORA DE RESORTE CNC TK-6120 ...
Смотрите подробностиCódigo QR móvil

 Idioma
Idioma  中文简体
中文简体 英语
英语 俄语
俄语 西班牙语
西班牙语

