Contenido
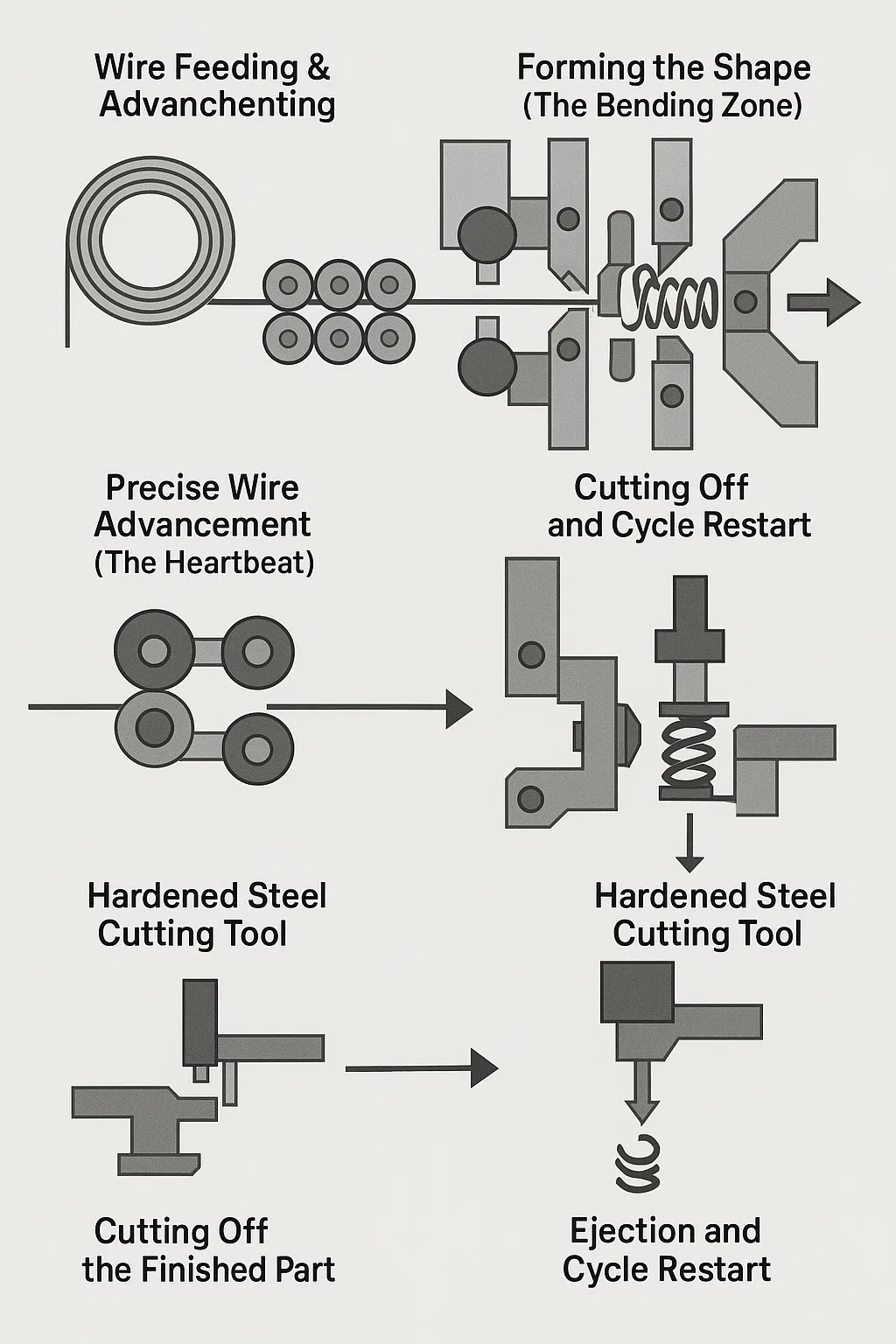
maquinas de resorte transforme alambre metálico enrollado en resortes o formas de alambre mediante una secuencia precisa de acciones mecánicas. Así es como operan:
El alambre enrollado está montado en un carrete giratorio detrás de la máquina.
El alambre se introduce en un conjunto de rodillos enderezadores (normalmente de 5 a 10 rodillos de acero endurecido dispuestos alternativamente). A medida que el alambre pasa, estos rodillos aplican una presión controlada para eliminar cualquier curvatura o torcedura de la memoria de la bobina, produciendo un alambre perfectamente recto que ingresa al área de formación.
El alambre enderezado pasa entre un par de potentes rodillos de alimentación moleteados.
Un servomotor (en máquinas CNC) o un mecanismo accionado por leva (en máquinas mecánicas) hace girar estos rodillos de forma intermitente. Cada rotación empuja una longitud de alambre calculada con precisión hacia las herramientas de conformado. Esta longitud de avance exacta determina características críticas como la longitud total del resorte y el espaciado de las espiras.
A medida que el alambre avanza, se mueve hacia el área de formación donde se colocan múltiples herramientas de formación (también llamadas herramientas, dedos o correderas).
Estas herramientas se montan en postes resistentes para herramientas alrededor de un eje central (mandril) o pasador de formación que define el diámetro interior.
Levas (Mecánicas) o Servos (CNC): Dictan la secuencia de movimiento:
Máquinas mecánicas: las levas giratorias empujan o tiran físicamente de palancas conectadas a las herramientas de conformado mediante enlaces. Cada perfil de leva controla el tiempo y la distancia en que una herramienta se mueve hacia adentro o hacia afuera.
Máquinas CNC: servomotores individuales accionan directamente cada herramienta de conformado de forma independiente. Un programa de computadora controla con precisión la posición, la velocidad y el tiempo de cada movimiento de la herramienta.
Las acciones de flexión: A medida que el alambre avanza hasta la posición correcta:
Una herramienta podría golpearse hacia un lado para crear una curva o un desplazamiento.
Otra herramienta podría girar bruscamente para enrollar el cable alrededor del eje, formando una bobina.
Las herramientas pueden presionar verticalmente para crear bucles o ganchos en los extremos.
Una herramienta de paso podría moverse en sincronía con la alimentación para controlar el espacio entre las bobinas a medida que se enrollan.
Múltiples herramientas actúan en sucesión rápida y coordinada para doblar progresivamente el cable hasta darle la forma compleja deseada.
Una vez que se forma la curva final, se acciona una herramienta de corte de acero endurecido (a menudo una cuchilla o guillotina).
Se mueve con rapidez y fuerza contra un yunque o una cuchilla estacionaria, cortando limpiamente el resorte formado o la parte de alambre del resto del material de alimentación de alambre.
El momento del corte se sincroniza precisamente con el final del ciclo de formado.
Después del corte, se permite que la pieza formada caiga por gravedad por un conducto o se empuja suavemente fuera de la zona de formación mediante una herramienta retráctil.
Las herramientas de conformado se retraen simultáneamente a sus posiciones "iniciales".
Los rodillos de alimentación avanzan inmediatamente la siguiente longitud precisa de alambre.
El ciclo se repite continuamente a alta velocidad (potencialmente cientos de piezas por minuto).

TK12120 MÁQUINA ENROLLADORA DE RESORTE CNC TK-8120 12EJES...
Смотрите подробности
TK-6160 LAMINADORA DE RESORTE CNC TK-6160 ...
Смотрите подробности
TK-6120 LAMINADORA DE RESORTE CNC TK-6120 ...
Смотрите подробностиCódigo QR móvil

 Idioma
Idioma  中文简体
中文简体 英语
英语 俄语
俄语 西班牙语
西班牙语

