Contenido
El diseño de un resorte de torsión es el proceso de especificar la geometría, el material, las características de carga y las tolerancias de fabricación de un resorte que almacena energía mediante deflexión angular en lugar de compresión o extensión lineal. Si se consigue el diseño correcto, el resorte proporcionará un par constante a lo largo de miles (o millones) de ciclos. Si lo hace mal, enfrentará fallas prematuras por fatiga, fraguado permanente o curvas de torque impredecibles que arruinarán el mecanismo aguas abajo.
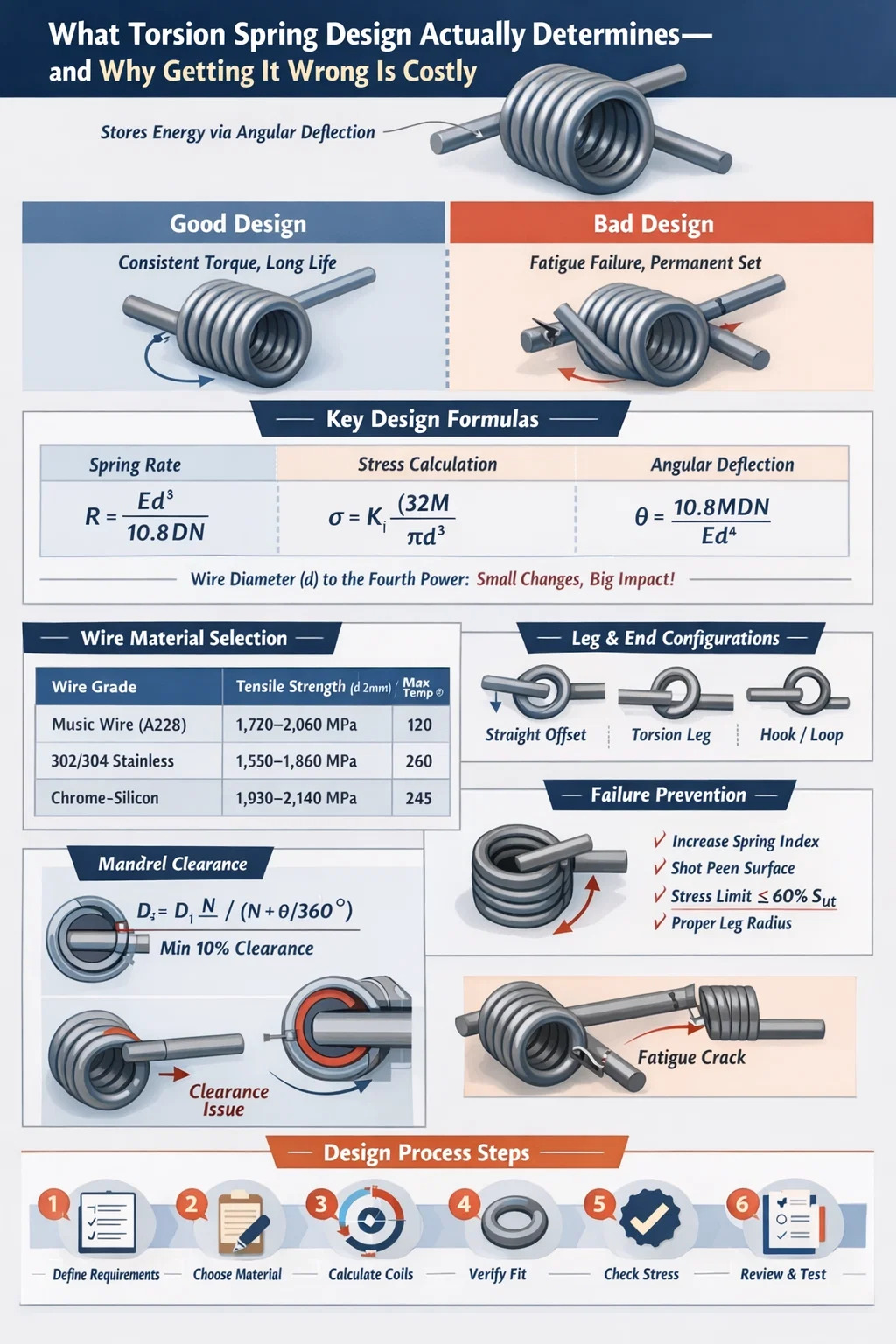
El resultado de diseño más crítico es el tasa de resorte (par por grado de rotación) , normalmente expresado en N·mm/° o lb·in/°. Todos los demás parámetros (diámetro del cable, diámetro de la bobina, número de bobinas activas, geometría de las patas, configuración del extremo) influyen en ese número. Una máquina de resortes de torsión solo puede producir lo que especifica el diseño, por lo que la precisión en la fase de diseño elimina costosas repeticiones en la planta de producción.
Este artículo recorre todo el proceso de diseño: desde las ecuaciones fundamentales y la selección de materiales hasta las restricciones de fabricación impuestas por las máquinas de resortes de torsión, los modos de falla comunes y las estrategias prácticas de tolerancia utilizadas en la producción de gran volumen.
El diseño de resortes de torsión se basa en un conjunto de ecuaciones mecánicas bien establecidas. Comprenderlos no es opcional: determinan si su resorte sobrevive a su vida útil o falla en los primeros miles de ciclos.
La tasa de resorte angular R se calcula como:
R = Ed⁴ / (10,8 D N)
Donde E es el módulo de elasticidad (MPa), d es el diámetro del alambre (mm), D es el diámetro medio de la bobina (mm) y N es el número de bobinas activas. Para alambre de acero al carbono trefilado, E ≈ 196.500 MPa; para acero inoxidable 302/304, E ≈ 193.000 MPa; para cromo-silicio (SAE 9254), E ≈ 201.000 MPa.
Observe que el diámetro del alambre aparece elevado a la cuarta potencia. Aumentar d en solo un 10 % aumenta la tasa de resorte en aproximadamente un 46 %. Esta es la razón por la que el diámetro del alambre es la variable más sensible en cualquier diseño de resorte de torsión: una pequeña desviación de tolerancia tiene un efecto enorme en la velocidad final del resorte.
El esfuerzo de flexión en un alambre para resorte de torsión es:
σ = K_i × (32M) / (πd³)
Donde M es el momento aplicado (N·mm), d es el diámetro del alambre y K_i es el factor de corrección de la tensión de la fibra interna (también llamado factor de Wahl para resortes de torsión). K_i tiene en cuenta los efectos de curvatura y se define como:
K_i = (4C² - C - 1) / (4C(C - 1))
Donde C es el índice del resorte = D/d. Para un índice de resorte de 6 (un valor común), K_i ≈ 1,24. Para una bobina apretada con C = 4, K_i se eleva a aproximadamente 1,40. Esto significa que un resorte muy enrollado experimenta un 13% más de tensión en la fibra interna para el mismo momento aplicado, una diferencia significativa cuando la vida a la fatiga es la restricción de diseño.
La deflexión angular total θ (en grados) es:
θ = 10,8 M D N / (E d⁴)
Esta ecuación es la inversa de la fórmula de la tasa de resorte. Le indica cuánto gira el resorte para un par aplicado determinado. En aplicaciones como bisagras de puertas de automóviles o reguladores de ventanas, conocer el ángulo de deflexión exacto en cada nivel de torsión es fundamental para el empaquetado del mecanismo.
Una característica exclusiva de los resortes de torsión: el diámetro de la bobina cambia a medida que el resorte se enrolla o desenrolla. Cuando se enrolla en la dirección de cierre (las bobinas se aprietan), el diámetro medio disminuye. El nuevo diámetro medio D₂ es:
D₂ = D₁ N / (N θ/360°)
Para un resorte con 8 espiras activas que giran 90°, D₂ = D₁ × 8 / 8,25 = 0,970 × D₁: una reducción del 3 %. Si el resorte opera sobre un mandril, el diseñador debe verificar que D₂ todavía proporcione un espacio libre adecuado; La interferencia en la deflexión máxima provoca picos de torsión catastróficos y fallas prematuras. La práctica de diseño estándar es mantener al menos 10% de espacio libre entre el diámetro interior de la bobina desviada y el diámetro exterior del mandril .
La elección del material es inseparable del diseño del resorte de torsión. El alambre debe ofrecer la resistencia a la tracción, el límite de resistencia y la resistencia a la corrosión requeridos en todo el rango de temperatura de funcionamiento, sin dejar de ser compatible con las capacidades de formación de la máquina de resortes de torsión.
| Grado de alambre | Resistencia a la tracción (d=2 mm) | Temperatura máxima (°C) | Uso típico |
|---|---|---|---|
| Dibujado en duro (ASTM A227) | 1.380–1.650 MPa | 120 | Cargas estáticas de uso general |
| Cable de música (ASTM A228) | 1.720–2.060 MPa | 120 | Fatiga de ciclo alto, precisión |
| Inoxidable 302/304 (ASTM A313) | 1.550–1.860 MPa | 260 | Ambientes corrosivos |
| Acero inoxidable 316 (ASTM A313) | 1.480–1.790 MPa | 315 | Marina, exposición química |
| Cromo-silicio (SAE 9254) | 1.930–2.140 MPa | 245 | Alto estrés, temperatura elevada |
| Inconel 718 | 1240-1380 MPa | 600 | Aeroespacial, turbinas de gas |
Para la mayoría de las aplicaciones industriales (bisagras de puertas, pestillos, retractores y conectores eléctricos) El cable de música (ASTM A228) es la opción predeterminada. . Su alta resistencia a la tracción y la calidad constante de la superficie soportan una vida útil de fatiga superior a 500.000 ciclos en niveles de tensión de hasta el 70% de la resistencia máxima a la tracción. El alambre trefilado cuesta entre un 10% y un 15% menos, pero tiene un acabado superficial más rugoso y una mayor variabilidad de la resistencia a la tracción, lo que lo hace más adecuado para aplicaciones estáticas o de ciclo bajo.
El alambre de cromo-silicio, aunque es más caro, es la opción estándar para resortes de válvulas y resortes de retorno de frenos de automóviles donde las temperaturas de funcionamiento alcanzan los 200-240 °C y se debe minimizar la relajación de la tensión. También es más exigente para la máquina de resorte de torsión porque su mayor dureza acelera el desgaste de las herramientas, un factor a discutir con el fabricante durante la revisión del diseño.
El bronce fósforo y el cobre berilio aparecen en resortes de conectores eléctricos donde la conductividad es importante junto con el rendimiento mecánico. El cobre berilio en particular, si bien es costoso, alcanza resistencias a la tracción cercanas a los 1400 MPa y mantiene una excelente resistencia al fraguado, lo que lo hace adecuado para instrumentos de precisión con tolerancias de torque estrictas durante una vida útil prolongada.
La configuración final de un resorte de torsión (cómo se forman las patas, dónde entran en contacto con las partes acopladas y qué geometría siguen) afecta directamente a tres cosas: el número efectivo de bobinas activas, la concentración de tensión en la unión pierna-cuerpo y lo que la máquina de resorte de torsión puede formar de manera realista.
El número efectivo de bobinas activas N_a incluye una contribución de las piernas. Para piernas rectas, la aproximación estándar suma L/(3πD) al recuento de espirales del cuerpo, donde L es la longitud total de ambas piernas. Para un resorte con un diámetro medio de espira de 20 mm y dos patas de 30 mm, esto agrega aproximadamente 30/(3π×20) ≈ 0,16 espiras, una corrección pequeña pero no trivial cuando se requieren tolerancias estrictas de la tasa de resorte (±5% o mejor).
Ignorar esta corrección conduce a errores sistemáticos en la tasa de resorte que se hacen evidentes durante la inspección del primer artículo, lo que requiere ajustes en el número de bobinas y tiempo adicional de configuración de la máquina de resorte de torsión CNC.
Una máquina de resortes de torsión, específicamente una máquina bobinadora CNC con capacidad para resortes de torsión, forma alambre doblándolo alrededor de un mandril de bobinado y al mismo tiempo da forma a las patas y las características de los extremos. Comprender lo que la máquina puede y no puede hacer es esencial en la etapa de diseño, antes de cortar las herramientas.
Las máquinas de resorte de torsión CNC estándar manejan diámetros de alambre de aproximadamente 0,10 mm a 16 mm, según la clase de máquina. Los bobinadores CNC de nivel básico cubren entre 0,3 y 3,5 mm; Las máquinas industriales pesadas manejan cables de 3 a 16 mm. El índice de resorte (D/d) está prácticamente limitado entre 4 y 16 para la mayoría de las series de producción:
El punto óptimo para la producción de máquinas con resortes de torsión es C = 6 a C = 12 , donde las fuerzas de conformado son manejables, el desgaste de la herramienta es predecible y se pueden lograr tolerancias dimensionales a altas velocidades de producción.
Las modernas máquinas CNC de resortes de torsión, como las de Wafios, Numalliance o Simplex, funcionan con entre 4 y 8 ejes controlados. Las capacidades clave incluyen:
El ángulo libre (el ángulo entre las dos patas en estado descargado) es uno de los parámetros más difíciles de controlar. La tolerancia de ángulo libre de ±3° a ±5° es la capacidad de producción estándar; Se puede lograr entre ±1° y ±2° con máquinas de resorte de torsión CNC de primera calidad y calificación del proceso, pero a un mayor costo por pieza. Los diseñadores deben especificar la tolerancia más estricta que realmente necesitan, no la más estricta que creen que es posible; una especificación excesiva de la tolerancia del ángulo libre puede duplicar o triplicar el costo de la pieza sin mejorar la función del producto.
Después de su formación, los resortes de torsión hechos de alambre preendurecido (cable musical, trefilado, inoxidable) se someten a un horneado para aliviar tensiones a baja temperatura, generalmente entre 175 y 230 °C durante 20 a 30 minutos. Esto reduce las tensiones residuales inducidas durante el bobinado, estabiliza el ángulo libre y reduce el ajuste en servicio. Los resortes de cromo-silicio y cromo-vanadio se forman a partir de alambre recocido y luego se enfrían con aceite y se revenen hasta alcanzar la dureza final después del bobinado, lo que brinda más control sobre las propiedades del material pero requiere pasos de proceso adicionales en la línea de máquinas de resortes de torsión.
El granallado, aplicado después del tratamiento térmico, induce tensiones residuales de compresión en la superficie del alambre, elevando el límite de resistencia a la fatiga en 20-30% para resortes que operan en flexión invertida. Para resortes de torsión en aplicaciones de ciclos altos (más de 500.000 ciclos), casi siempre se especifica el granallado a pesar de agregar entre un 15% y un 25% al costo de la pieza, porque la alternativa (la falla por fatiga en el campo) es mucho más costosa.
La falla por fatiga es el modo de falla dominante para los resortes de torsión bajo carga cíclica. Se inicia en la superficie interna de la bobina (donde la tensión de flexión es mayor debido a la curvatura) o en la unión pierna-cuerpo (un punto de concentración de tensión). Para predecir la vida a fatiga es necesario comprender tanto la amplitud de la tensión como la tensión media.
El criterio de Goodman modificado relaciona la amplitud de tensión permitida σ_a con la tensión media σ_m:
σ_a / S_e σ_m / S_ut = 1
Donde S_e es el límite de resistencia y S_ut es la resistencia última a la tracción. Para alambre musical, S_e ≈ 0,45 × S_ut para muestras pulidas. Los factores de corrección del acabado superficial reducen esto a aproximadamente 0,35–0,38 × S_ut para alambre de producción con calidad de superficie estándar.
La parábola de Gerber se utiliza a veces como alternativa a la línea de Goodman porque se ajusta más estrechamente a los datos empíricos de fatiga del resorte en niveles medios de tensión altos. Sin embargo, Goodman sigue siendo más conservador y se prefiere para aplicaciones críticas para la seguridad.
En el diseño práctico de resortes de torsión, los siguientes objetivos de relación de tensión proporcionan un rendimiento confiable frente a la fatiga:
Estos objetivos deben calcularse utilizando la fórmula corregida por estrés con el factor de Wahl. La aplicación de la ecuación de tensión de flexión nominal sin corrección de curvatura subestima la tensión real del cable entre un 15% y un 35% dependiendo del índice del resorte, un error potencialmente catastrófico en el diseño de ciclo alto.
Los resortes de torsión bajo carga sostenida pueden presentar una deformación permanente: un cambio permanente en el ángulo libre con el tiempo debido a la fluencia del material del alambre. El fraguado permanente depende de la temperatura y se vuelve significativo por encima de los 100°C para alambres de acero al carbono. La tensión sostenida máxima permitida para limitar el límite establecido en menos del 2 % durante 1000 horas a temperatura ambiente es aproximadamente el 65 % de S_ut para cables musicales y el 70 % para cromo-silicio.
Para aplicaciones donde el resorte se mantiene en una posición comprimida (como en muchos mecanismos de automóviles y electrodomésticos), el diseñador debe verificar que la tensión sostenida en la deflexión máxima no exceda estos límites. De no hacerlo, se produce una disminución del par a lo largo de la vida útil del producto, una queja común en el campo que se remonta directamente a la supervisión del diseño del resorte de torsión.
La especificación de tolerancias en un dibujo de un resorte de torsión es donde el criterio de ingeniería se cruza con el costo de fabricación. Cada tolerancia más estricta que la capacidad de producción estándar requiere controles de proceso adicionales, mayor frecuencia de inspección o tiempos de ciclo de máquina con resorte de torsión más lentos, todo lo cual agrega costos.
| Parámetro | Tolerancia estándar | Tolerancia estricta (costo superior) |
|---|---|---|
| Diámetro del alambre | Según el estándar de alambre ASTM (normalmente ±1–2%) | ±0,5% (requiere lote de cables certificado) |
| Diámetro medio de la bobina | ±2–3% | ±1% |
| Número de bobinas | ±0,25 bobinas | ±0,1 bobinas |
| ángulo libre | ±5° | ±2° |
| tasa de primavera | ±10% | ±5% |
| Torque en el ángulo de prueba | ±10% | ±5% |
| longitud de la pierna | ±1,0 milímetro | ±0,5mm |
| Longitud del cuerpo (bobina cerrada) | ±0,5mm | ±0,2mm |
La tolerancia más importante que se debe especificar correctamente es el par en un ángulo de prueba definido, no la fuerza del resorte de forma aislada. Una tolerancia de torsión en un ángulo específico está más directamente relacionada con la función del producto: le dice al fabricante exactamente lo que debe entregar el resorte en el punto de su recorrido que es importante para el conjunto. La tasa de resorte por sí sola no cuenta la historia si el ángulo libre varía.
Un enfoque común y eficaz es especificar: (1) par en el ángulo de trabajo mínimo, (2) par en el ángulo de trabajo máximo y (3) ángulo libre con una amplia tolerancia. Esta especificación funcional brinda al operador de la máquina de resortes de torsión la máxima libertad para optimizar el proceso de formación y al mismo tiempo garantizar que el resorte funcione correctamente en el ensamblaje.
Un dibujo de un resorte de torsión siempre debe especificar:
Omitir la dirección del viento en un dibujo es uno de los errores más comunes y costosos en la adquisición de resortes de torsión. Un resorte de torsión derecho enrollado en la dirección de cierre genera un par cada vez mayor a medida que se cierra; si el conjunto requiere un par de cierre de un resorte izquierdo, el mecanismo funcionará en reversa o no funcionará en absoluto.
Comprender los modos de falla no es ingeniería post mortem: es un aporte de diseño. Cada modo de falla se relaciona con decisiones de diseño específicas que pueden prevenirlo o mitigarlo.
La mayor tensión de flexión en un resorte de torsión se produce en la fibra interna de cada bobina debido al efecto de curvatura (captado por el factor de Wahl). Las grietas por fatiga se inician aquí y se propagan transversalmente a través del diámetro del alambre, lo que resulta en una fractura repentina. Estrategias de prevención:
El ajuste se manifiesta como una reducción del ángulo libre con el tiempo, lo que reduce el par entregado en el ángulo de trabajo. La causa principal es una tensión sostenida que excede el límite elástico del material a la temperatura de funcionamiento. Prevención: mantenga la tensión sostenida por debajo del 65% S_ut para acero al carbono, use resortes preestablecidos (previamente desviados más allá del ángulo máximo de trabajo durante la fabricación para inducir tensiones residuales favorables) o especifique un alambre de mayor aleación con mejor resistencia a la relajación.
A medida que el resorte se desvía en la dirección de cierre, el diámetro interior de la bobina disminuye. Si el resorte se monta sobre un mandril con espacio suficiente, las bobinas entran en contacto con el mandril, generando fricción, calor y picos de torsión impredecibles. En casos severos, el resorte se atasca por completo en el mandril. La solución es sencilla en cuanto a diseño: calcule el diámetro interior mínimo de la bobina con la deflexión máxima utilizando la fórmula de cambio de diámetro y asegúrese de que el diámetro exterior del mandril sea al menos un 10 % más pequeño. Sin embargo, esto requiere que el diseñador conozca el ángulo máximo de operación en la etapa de diseño.
La transición del cuerpo en espiral al tramo recto es una discontinuidad geométrica que crea concentración de tensiones. La magnitud depende de la agudeza de la curva. Un radio de curvatura mínimo de 1,5 d en la raíz de la pata es una buena práctica de diseño. — radios más pequeños que esto aumentan dramáticamente el factor de concentración de tensiones. Cuando la máquina de resorte de torsión forma la pata, el operador ajusta la herramienta para lograr este radio mínimo. Si el diseñador dibuja una esquina afilada en la raíz de la pata, la máquina producirá una esquina afilada y la falla por fatiga ocurrirá en ese lugar en lugar de en el cuerpo de la bobina donde lo predice el análisis de tensión.
Los diseños de resortes de torsión más eficientes se desarrollan en colaboración entre el ingeniero y el fabricante de resortes, específicamente, involucrando al equipo que opera la máquina de resortes de torsión en las primeras etapas del proceso de diseño, antes de finalizar el dibujo.
Consideraciones clave de DFM para plantear al fabricante:
El ingeniero que trata al fabricante de resortes como un proveedor puro de productos básicos (proporcionando un plano completo sin discusión) obtiene constantemente resultados subóptimos. El ingeniero que involucra al equipo de la máquina de resortes de torsión en la revisión del diseño obtiene resortes que son más fáciles de fabricar, más consistentes y menos costosos en volúmenes de producción.
Los principios de diseño de los resortes de torsión se aplican de manera diferente en todas las industrias. A continuación se muestran ejemplos concretos de cómo el contexto de la aplicación da forma a las decisiones de diseño.
Especificación típica: par de 8–12 N·m con una desviación de 75° , vida útil de 500.000 ciclos, temperatura de funcionamiento de −40 °C a 80 °C. Alambre de 4–6 mm de diámetro, aleación de cromo-silicio, granallado, recubierto de fosfato de zinc. La máquina de resorte de torsión debe producir un ángulo libre consistente de ±3° porque la sensación del retén de la puerta es sensible a la variación del torque en la posición de control intermedia (generalmente 30–45°). Estos resortes se producen en un gran volumen (cientos de miles por año), lo que justifica el uso de máquinas herramienta dedicadas a resortes de torsión y las pruebas de torsión en proceso en el 100 % de las piezas.
Especificación típica: torque of 0.5–2 N·mm at 30° deflection, 50,000 cycle life, phosphor bronze or beryllium copper, gold flash plated. Wire diameter 0.15–0.5 mm. At this scale, the torsion spring machine must maintain wire feed precision to ±0.02 mm to achieve the ±5% torque tolerance required. Free angle tolerance of ±3° translates to a torque variation of ±10–15% at the working angle, which must be tight enough to ensure reliable electrical contact force without over-stressing the mating pin.
Los instrumentos quirúrgicos y los mecanismos de dispositivos implantables utilizan resortes de torsión fabricados de acero inoxidable 316L o aleación MP35N. Son típicas tolerancias de torsión de ±3–5%. Cada primavera se inspecciona al 100%. Los requisitos de trazabilidad significan que cada lote de producción está vinculado a un número de calor de alambre específico y a un registro de lote de máquina de resorte de torsión. Estos requisitos aumentan significativamente los costos, pero no son negociables dado el entorno regulatorio. Los diámetros de los cables suelen oscilar entre 0,25 mm y 2,0 mm, según la aplicación.
Los resortes de torsión para puertas de garaje residenciales son grandes (diámetro del alambre de 4 a 8 mm, diámetro helicoidal medio de 50 a 75 mm) y están diseñados para 10.000 a 30.000 ciclos de la vida. Están enrollados en pares opuestos en un eje central, equilibrando el peso de la puerta. La tasa de resorte debe coincidir con el peso y la altura de la puerta dentro de ±10 % o la puerta no se equilibrará correctamente. Estos resortes se producen en grandes máquinas industriales de resortes de torsión en grandes volúmenes, se venden como artículos básicos y son una de las fallas más comunes de los resortes domésticos, no porque estén mal diseñados, sino porque están diseñados con un costo objetivo que limita su ciclo de vida.
Reunir el proceso de diseño en un flujo de trabajo estructurado evita el error común de iterar al final del desarrollo, cuando los cambios son costosos.
Seguir esta secuencia evita constantemente la categoría más costosa de errores de diseño de resortes: descubrir problemas dimensionales o de rendimiento durante la validación del ensamblaje, cuando cambiar el diseño del resorte requiere volver a calificar la configuración de la máquina de resortes de torsión y potencialmente rediseñar las piezas coincidentes.

TK12120 MÁQUINA ENROLLADORA DE RESORTE CNC TK-8120 12EJES...
Смотрите подробности
TK-6160 LAMINADORA DE RESORTE CNC TK-6160 ...
Смотрите подробности
TK-6120 LAMINADORA DE RESORTE CNC TK-6120 ...
Смотрите подробностиCódigo QR móvil

 Idioma
Idioma  中文简体
中文简体 英语
英语 俄语
俄语 西班牙语
西班牙语

