Contenido
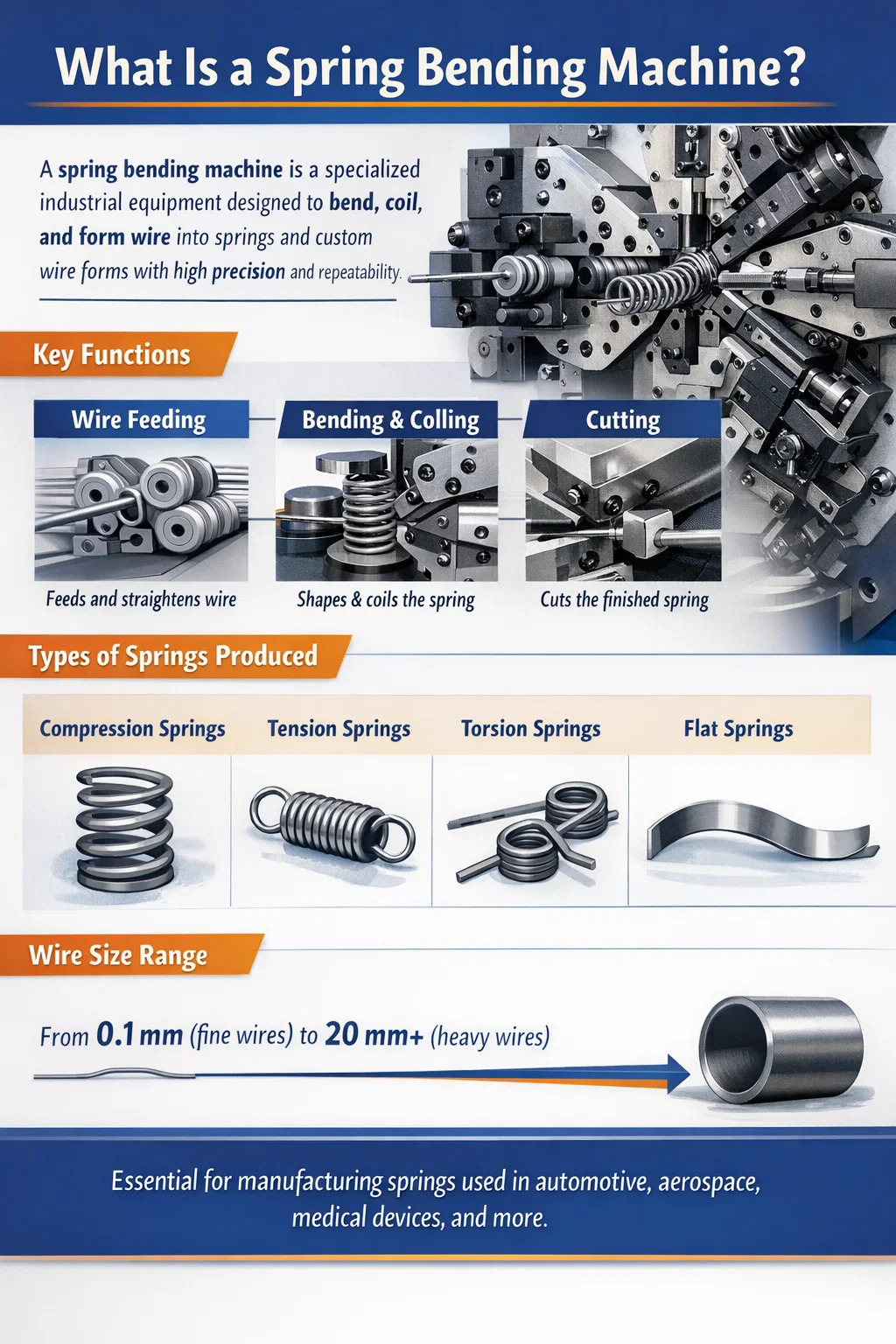
un máquina dobladora de resortes es una pieza especializada de equipo industrial diseñada para doblar, enrollar y formar alambre o pelar material en resortes y componentes similares. Controla la forma, el paso, el diámetro y la configuración del extremo de cada resorte mediante una combinación de mecanismos de alimentación, doblado y corte. A diferencia de las máquinas formadoras de alambre de uso general, una máquina dobladora de resortes está optimizada específicamente para producir resortes de compresión, resortes de tensión, resortes de torsión, resortes planos y formas de alambre con formas personalizadas con alta repetibilidad y mínima intervención manual.
Las máquinas dobladoras de resortes manejan diámetros de alambre que van desde tan finos como 0,1 milímetros (para resortes electrónicos de precisión) hasta un espesor de 20 mm o más (para resortes de suspensión industriales pesados). En los modelos controlados por CNC, una sola máquina puede almacenar cientos de programas de piezas y cambiar entre tipos de resortes en minutos, lo que la convierte en la piedra angular de la fabricación moderna de resortes.
La industria mundial de fabricación de resortes es sustancial. Los resortes se utilizan prácticamente en todos los productos mecánicos, desde bolígrafos y dispositivos médicos hasta suspensiones de automóviles y actuadores aeroespaciales. El mercado de primavera se valoró en más de 24 mil millones de dólares en 2023 y las máquinas dobladoras de resortes son las principales herramientas de producción detrás de esta producción. Comprender qué son estas máquinas y cómo funcionan es esencial para cualquier persona involucrada en la fabricación, adquisición o diseño de ingeniería de resortes.
El principio de funcionamiento de una máquina dobladora de resortes se centra en tres acciones coordinadas: alimentación de alambre, doblado controlado y corte . Estas tres funciones están sincronizadas y secuenciadas con precisión para producir un resorte completo en una sola operación continua. Así es como funciona cada fase:
El alambre se extrae de un carrete de bobina (o de un alimentador de barras enderezadas para alambres más pesados) y se pasa a través de una serie de rodillos enderezadores. Estos rodillos eliminan la curvatura natural ("fijación") de la bobina de alambre para que el alambre entre en la zona de flexión en una línea recta y consistente. La unidad enderezadora normalmente consta de dos juegos de rodillos dispuestos a 90 grados entre sí: un juego corrige el plano horizontal y el otro corrige el plano vertical.
unfter straightening, a pair of servo-driven feed rollers grips the wire and pushes it forward at a controlled speed and length. The feed length determines where each bend will occur relative to the previous one, which directly controls the spring's pitch, body length, and end geometry. In CNC spring bending machines, the feed servo motor is programmed to deliver precise increments — sometimes accurate to ±0,01 mm por paso de avance .
uns the wire is fed forward, it contacts bending tools (also called bending fingers, coiling pins, or pitch tools) that deflect it into the desired shape. In coil spring production, the wire is deflected around a coiling point (a hardened steel pin or mandrel) to produce the helical coil. The position of the coiling point relative to the wire path determines the coil diameter. The pitch tool — positioned axially along the wire — controls the spacing between adjacent coils.
Las herramientas de plegado están montadas sobre correderas o levas accionadas por servomotores (en máquinas CNC) o levas mecánicas (en máquinas tipo leva). En una máquina dobladora de resortes CNC, cada eje de doblado se puede programar de forma independiente para moverse a cualquier posición en cualquier punto durante el ciclo de alimentación del alambre. Esto permite que la máquina produzca resortes de paso variable, resortes en forma de barril, resortes cónicos y formas complejas de alambre en 3D, todo desde una sola configuración.
Para resortes de torsión y otras formas que no son helicoidales, los dedos para doblar aplican una curvatura angular precisa en puntos específicos a lo largo del alambre. La máquina alimenta una longitud determinada, se dobla en un ángulo programado, avanza nuevamente, se dobla nuevamente, repitiendo hasta completar la geometría completa del resorte. Los ángulos de curvatura se pueden controlar para ±0,5 grados o mejor en máquinas CNC de alta calidad.
Una vez que se completa la geometría del resorte programada, un mecanismo de corte corta el alambre para separar el resorte terminado del alambre entrante. El cortador suele ser una hoja de acero endurecido impulsada por una leva o un servoeje. El corte debe ser limpio y sin rebabas para evitar defectos funcionales, especialmente en el caso de resortes de compresión donde las espiras de los extremos deben quedar planas sobre una superficie. Algunas máquinas incluyen una estación de formación de extremos dedicada que muele o aplana los extremos cortados después del corte, produciendo extremos cerrados y rectificados necesarios para resortes de compresión de precisión.
un critical aspect of the spring bending machine's working principle is managing recuperación elástica — la recuperación elástica del alambre después de doblarlo. Cuando un alambre se dobla, se deforma tanto plástica (permanentemente) como elásticamente. Cuando se libera la fuerza de flexión, la porción elástica se recupera, lo que hace que el alambre regrese parcialmente a su forma original. Si no se compensa, el resorte terminado tendrá un diámetro mayor y un paso diferente al programado.
La recuperación elástica depende del material del alambre (el acero inoxidable retrocede más que el acero dulce), el diámetro del alambre, el estado de temple y el radio de curvatura. Las máquinas dobladoras de resortes CNC compensan la recuperación elástica doblando excesivamente, estableciendo la posición de la herramienta de doblado más allá del objetivo nominal mediante un desplazamiento calculado. En máquinas avanzadas, los sistemas automáticos de compensación y medición del retorno elástico ajustan continuamente las posiciones de la herramienta en función de las dimensiones del resorte medidas en las pocas piezas anteriores.
Las máquinas dobladoras de resortes no pertenecen a una sola categoría. Existen varios tipos distintos de máquinas, cada una adaptada a diferentes tipos de resortes, volúmenes de producción, tamaños de alambre y niveles de complejidad. Elegir el tipo de máquina adecuado es tan importante como programarla correctamente.
Las máquinas enrolladoras de levas son el caballo de batalla tradicional de la producción de resortes en gran volumen. Todos los movimientos de los ejes son impulsados por levas mecánicas montadas en un árbol de levas giratorio. Las levas están perfiladas para producir la geometría de resorte deseada, y cambiar el diseño del resorte requiere reemplazar o ajustar físicamente las levas. Si bien la configuración lleva mucho tiempo, las máquinas de tipo leva funcionan a velocidades muy altas; algunos modelos pueden producir hasta 500 resortes de compresión por minuto — haciéndolos ideales para tiradas de producción masivas de un diseño de resorte único. Son robustos, confiables y de costo relativamente bajo de mantenimiento.
Las máquinas enrolladoras de resortes CNC (control numérico por computadora) reemplazan las levas mecánicas con servomotores en cada eje. Cada eje (diámetro de bobina, paso, avance, corte) se puede programar de forma independiente a través de un controlador de pantalla táctil. El cambio de un diseño de resorte a otro se logra cargando un programa diferente; no se necesita ningún cambio mecánico. Las máquinas bobinadoras CNC suelen tener 4 a 8 ejes CNC y puede producir resortes de compresión, extensión y de paso variable. Las velocidades de producción varían de 30 a 200 piezas por minuto dependiendo de la complejidad del resorte y el diámetro del alambre.
A menudo llamada máquina dobladora de alambre CNC o formadora de alambre CNC, este tipo se diferencia de las máquinas enrolladoras en que puede doblar alambre en tres dimensiones, no solo enrollarlo en una hélice. con 8 a 16 o más ejes CNC , estas máquinas pueden producir formas complejas de alambre en 3D, como resortes de torsión con ángulos de brazo específicos, clips de alambre, soportes, manijas y conjuntos de alambre personalizados. El alambre se puede doblar en cualquier dirección, girar y darle prácticamente cualquier forma. Estas máquinas son del tipo más versátil y son esenciales para la fabricación personalizada de resortes y formas de alambre.
Las máquinas dobladoras de resortes planos (también llamadas máquinas formadoras de tiras o máquinas de resortes de alambre plano) están diseñadas para formar alambres planos o tiras de metal en resortes de láminas, resortes helicoidales planos, resortes de reloj y componentes de resortes planos estampados y formados. Alimentan el material en tiras planas a través de rodillos perfilados y matrices de doblado que dan forma a la tira en los planos horizontal y vertical. Estas máquinas se utilizan ampliamente en la producción de resortes de reloj, clips de resorte de láminas para automóviles y resortes de contacto eléctricos.
Las máquinas de resortes de torsión son una variante especializada de las máquinas dobladoras de resortes CNC, optimizadas para producir resortes de torsión: resortes que almacenan energía al girarlos en lugar de comprimirlos o estirarlos. Cuentan con herramientas dedicadas para doblar brazos que pueden doblar la pata/brazo del resorte en ángulos precisos (comúnmente 90°, 180° o ángulos personalizados). Primero se enrolla la bobina del cuerpo y luego se doblan los brazos. Las máquinas de resorte de torsión deben controlar con precisión la longitud y el ángulo de las patas y la dirección de la bobina (bobinado a la derecha o a la izquierda).
| Tipo de máquina | Tipos de resortes producidos | Gama típica de cables | Velocidad de producción | Cambio |
|---|---|---|---|---|
| Bobinador tipo leva | Compresión, extensión | 0,2–8 mm | Hasta 500 ppm | Largo (cambio de cámara) |
| Máquina enrolladora CNC | Compresión, extensión, variable pitch | 0,1–20 mm | 30 a 200 ppm | Corto (carga de programa) |
| Formador de alambre CNC | Torsión, formas de alambre 3D, personalizadas | 0,3–12 mm | 10 a 80 ppm | Corto (carga de programa) |
| Máquina de resorte plano | Ballestas, espirales planas, resortes de contacto. | Tira plana 0,1–5 mm | 20 a 150 ppm | Medio |
| Máquina de resorte de torsión | resortes de torsión | 0,2–10 mm | 20 a 120 ppm | Corto (carga de programa) |
Comprender qué hace cada componente principal ayuda a los operadores a configurar la máquina correctamente, solucionar defectos y mantener el equipo en buenas condiciones. Estos son los componentes principales que se encuentran en la mayoría de las máquinas dobladoras y enrolladoras de resortes:
Las máquinas dobladoras de resortes pueden producir una amplia gama de tipos de resortes. Cada tipo tiene distintos requisitos de geometría, función y fabricación. A continuación se ofrece una descripción detallada de los tipos de resortes más comunes y cómo se fabrican:
Los resortes de compresión son resortes helicoidales de espiral abierta que resisten fuerzas de compresión (empuje). Son el tipo de resorte más comúnmente producido en todo el mundo y se utilizan en todo, desde bolígrafos hasta trenes de válvulas para automóviles. Se producen enrollando alambre en una hélice con paso constante. Los parámetros clave incluyen longitud libre, diámetro de la bobina (OD e ID), diámetro del cable, número de bobinas activas y tipo de extremo (abierto, cerrado, de tierra abierta, de tierra cerrada). Extremos cerrados y rectificados requieren una operación de rectificado secundaria después del enrollado, donde las bobinas de los extremos se rectifican sobre un disco o una amoladora sin centros para proporcionar una superficie de asiento estable.
Los resortes de extensión son resortes helicoidales muy enrollados que resisten fuerzas de tracción (tracción). Se producen en máquinas bobinadoras con una estación especial de formación de ganchos que dobla el extremo del cable en un bucle o gancho para sujetarlo. Las bobinas del cuerpo se enrollan con paso cero (las bobinas se tocan) para crear una tensión inicial, una tensión previa que debe superarse antes de que el resorte comience a alargarse. Los tipos de ganchos comunes incluyen ganchos para máquinas, ganchos alemanes y ganchos cruzados, cada uno formado por secuencias específicas de herramientas de doblado programadas en el controlador CNC.
Los resortes de torsión almacenan energía rotacional al girarlos. Consisten en un cuerpo enrollado con dos brazos (piernas) extendidos. El resorte ejerce un par proporcional al ángulo de torsión. Se producen en máquinas formadoras de alambre CNC o máquinas dedicadas a resortes de torsión, donde el cuerpo se enrolla y luego los brazos se doblan hasta el ángulo especificado. Las aplicaciones comunes incluyen pinzas para la ropa, trampas para ratones, sistemas de contrapeso para puertas de garaje e instrumentos de precisión. El ángulo entre los dos brazos (el "ángulo de torsión") debe mantenerse ±1° o más apretado para aplicaciones de precisión.
Los resortes planos están hechos de alambre plano o tira de metal en lugar de alambre redondo. Incluyen ballestas (como las que se usan en suspensiones de vehículos), resortes de reloj y de potencia (resortes helicoidales planos enrollados a partir de una tira), resortes voladizos y resortes de contacto eléctrico. Las máquinas dobladoras de resortes planos forman la tira mediante rodillos perfilados y matrices de doblado. Las tolerancias de espesor para resortes planos de precisión pueden ser tan ajustadas como ±0,01mm , que exige tanto material en tiras preciso como una máquina en buen estado.
Más allá de las formas clásicas de resorte, las máquinas dobladoras de resortes CNC, especialmente las formadoras de alambre CNC de ejes múltiples, pueden producir prácticamente cualquier forma a partir de alambre: clips, anillos de retención, brackets, mangos, guías médicas, alambres de ortodoncia y complejos conjuntos de alambres 3D. Es posible que estas piezas no almacenen energía elástica (por lo que técnicamente no son resortes), pero se producen en máquinas dobladoras de resortes utilizando el mismo principio de funcionamiento de alimentación, curvatura y corte.
La elección del material del alambre afecta significativamente el rendimiento del resorte, la configuración de la máquina y la compensación de recuperación elástica requerida. Los diferentes materiales tienen diferentes módulos elásticos, resistencias a la tracción y características de recuperación elástica. Estos son los materiales de alambre más comunes procesados por máquinas dobladoras de resortes:
Configurar y operar correctamente una máquina dobladora de resortes requiere un enfoque sistemático. Esta es la secuencia típica para configurar una máquina enrolladora de resortes CNC para producir un nuevo resorte de compresión:
Los ingenieros de resortes y los operadores de máquinas deben comprender la relación entre la configuración de la máquina y los parámetros del resorte. Así es como se controlan las dimensiones de resorte más críticas en una máquina dobladora de resortes CNC:
| Parámetro de resorte | Control de la máquina | Tolerancia típica alcanzable | Factores clave que afectan la precisión |
|---|---|---|---|
| Diámetro exterior de la bobina (OD) | Posición del punto de bobinado | ±0,05–0,2 mm | Springback, variación del diámetro del alambre |
| Longitud libre | Longitud de alimentación de alambre por resorte | ±0,1–0,5 mm | Deslizamiento del rodillo de alimentación, alargamiento del alambre |
| Tono | Tono tool position | ±0,05–0,2 mm | Springback, rigidez del alambre |
| Número de bobinas | Longitud de alimentación de alambre y tiempo de corte | ±0,1–0,5 bobinas | Cortar el tiempo, consistencia del tono |
| Tarifa de primavera | Indirectamente (OD, paso, número de bobinas) | ±5–10% | Variación del módulo del cable, toda la geometría. |
| unrm Angle (Torsion) | Ángulo de la herramienta de doblado | ±0,5–2° | unngular springback, wire hardness |
El cambio de máquinas de resorte manuales y de leva a máquinas dobladoras de resortes totalmente CNC ha sido uno de los cambios más significativos en la fabricación de resortes en los últimos 30 años. Las ventajas del CNC son convincentes y están bien documentadas en entornos de producción:
Incluso las máquinas dobladoras de resortes bien configuradas producen piezas defectuosas cuando las condiciones del proceso cambian. Reconocer los defectos comunes y sus causas fundamentales es esencial para mantener la calidad:
La industria de las máquinas dobladoras de resortes tiene un número relativamente pequeño de fabricantes bien establecidos, la mayoría de ellos con sede en Europa y Asia. Estos son algunos de los nombres más reconocidos de la industria:
El precio de las máquinas varía enormemente según la capacidad. Una máquina enrolladora de resortes CNC básica para tamaños de alambre estándar puede comenzar en 30.000 a 80.000 dólares estadounidenses , mientras que una máquina formadora de alambre CNC multieje de alta gama de un fabricante europeo de primera calidad puede superar 300.000 a 500.000 dólares estadounidenses cuando está completamente equipado y equipado con sistemas de inspección automática.
Los resortes se encuentran entre los componentes mecánicos más utilizados universalmente. Las máquinas dobladoras de resortes son directamente responsables de producir los resortes utilizados en una extraordinaria gama de industrias y productos:
Las máquinas dobladoras de resortes involucran piezas giratorias y alternativas de alta velocidad, alambre de alta tensión y herramientas de corte afiladas. Las prácticas de seguridad adecuadas protegen a los operadores y mantienen la confiabilidad de la máquina:

TK12120 MÁQUINA ENROLLADORA DE RESORTE CNC TK-8120 12EJES...
Смотрите подробности
TK-6160 LAMINADORA DE RESORTE CNC TK-6160 ...
Смотрите подробности
TK-6120 LAMINADORA DE RESORTE CNC TK-6120 ...
Смотрите подробностиCódigo QR móvil

 Idioma
Idioma  中文简体
中文简体 英语
英语 俄语
俄语 西班牙语
西班牙语

