Contenido
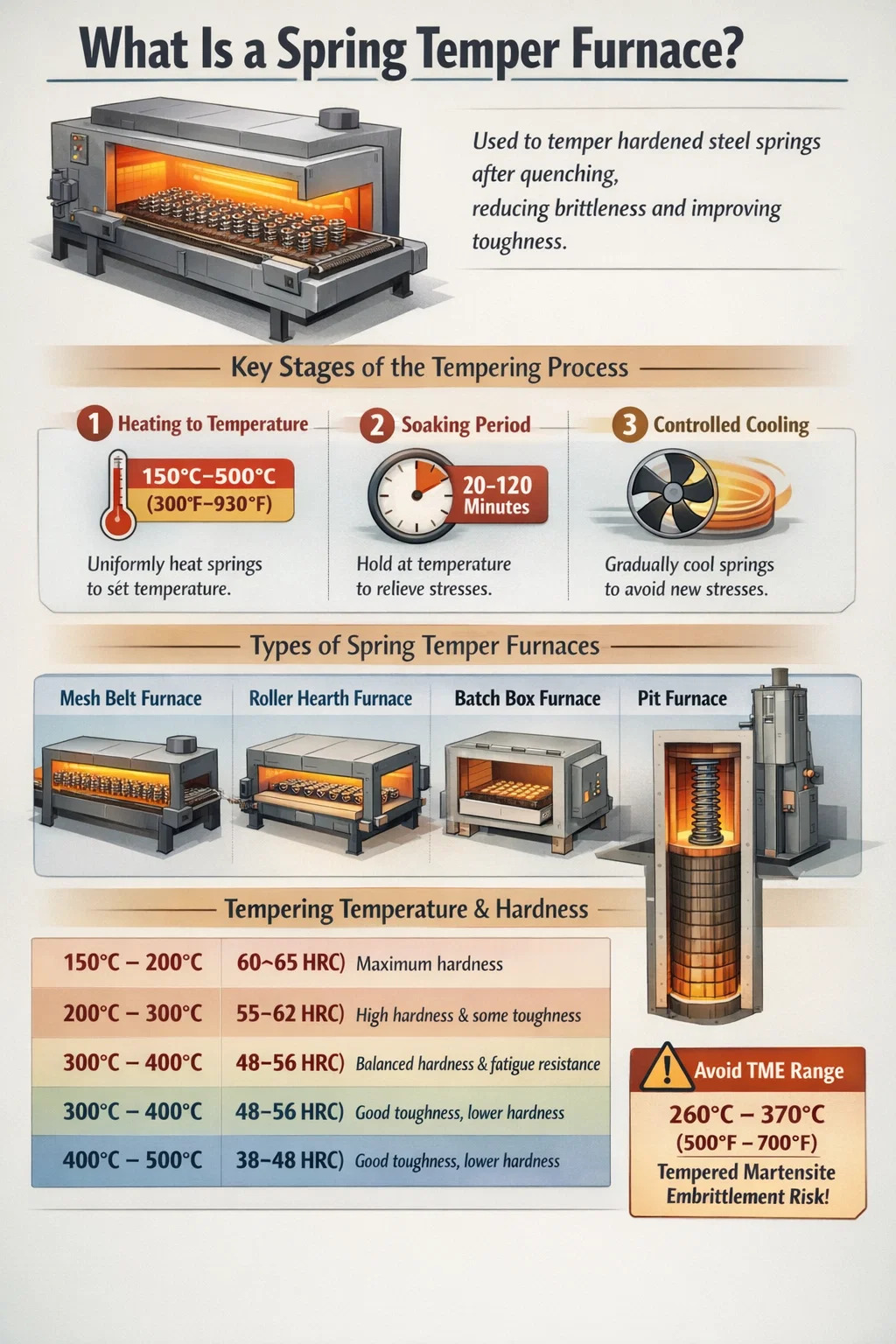
Un horno de templado de resortes es un tipo de horno de tratamiento térmico industrial diseñado específicamente para templar resortes de acero después del endurecimiento. Su trabajo principal es recalentar acero para resortes endurecido a una temperatura controlada, generalmente entre 150°C y 500°C (300°F a 930°F) — manténgalo allí durante un período definido y luego déjelo enfriar de manera controlada. Este proceso alivia las tensiones internas introducidas durante el enfriamiento y el endurecimiento, ajusta la dureza a un rango específico y restaura un grado de tenacidad y elasticidad que de otro modo estaría ausente en un resorte completamente endurecido.
Sin templado, un resorte endurecido es frágil y propenso a fracturarse repentinamente bajo carga. El horno de templado por resorte es lo que transforma un componente duro pero frágil en una pieza duradera, resistente a la fatiga y capaz de funcionar de manera confiable durante millones de ciclos de compresión o extensión.
En entornos de producción, los hornos de templado de resorte se encuentran en los sectores de fabricación de automóviles, aeroespacial, producción de instrumentos de precisión y maquinaria pesada. Vienen en varias configuraciones (hornos continuos con cinta de malla, hornos de solera de rodillos, hornos de caja discontinuas y hornos de pozo), cada uno de ellos adaptado a diferentes geometrías de resorte, volúmenes de producción y especificaciones de aleación.
El principio de funcionamiento de un horno de templado por resorte se centra en un ciclo térmico preciso. Después de endurecer los resortes de acero, generalmente mediante austenitización a temperaturas superiores 800°C (1470°F) y luego enfriar rápidamente en aceite, agua o polímero: la microestructura martensítica formada es extremadamente dura pero muy sometida a tensión y quebradiza. El templado en un horno de templado por resorte soluciona este problema al desencadenar una secuencia de reacciones metalúrgicas de estado sólido.
El horno calienta la carga del resorte uniformemente hasta la temperatura de templado objetivo. La uniformidad es crítica: una diferencia de temperatura de incluso ±10°C a través de la carga puede producir valores de dureza inconsistentes. Los hornos de templado de resorte de alta calidad utilizan múltiples zonas de calentamiento controladas independientemente, ventiladores de convección forzada y elementos calefactores de alta densidad o tubos radiantes para lograr uniformidad de temperatura dentro de ±5 °C en toda la cámara de trabajo.
Una vez que se alcanza la temperatura objetivo en toda la sección transversal del resorte, el horno mantiene esa temperatura durante el período de remojo. El remojo permite que los átomos de carbono atrapados en la red de martensita comiencen a difundirse y formar precipitados de carburo. Esta precipitación de carburo es lo que alivia la tensión de la red, reduce la fragilidad y restaura la ductilidad. Los tiempos de remojo varían según el grosor de la sección y el tamaño del resorte; es posible que los resortes de alambre pequeños solo necesiten 20 a 30 minutos , mientras que los resortes helicoidales pesados o las barras de torsión pueden requerir 60 a 120 minutos o más.
Después del remojo, los manantiales se enfrían, ya sea enfriándolos con aire dentro del horno, mediante un vestíbulo de enfriamiento de atmósfera controlada o sacándolos al aire ambiente. La velocidad de enfriamiento después del templado es generalmente menos crítica que durante el endurecimiento, pero aun así debe controlarse. El enfriamiento rápido debido a la temperatura de revenido puede reintroducir tensiones superficiales, por lo que la mayoría de los hornos de revenido de resorte permiten un enfriamiento gradual, especialmente para secciones transversales de resorte más grandes.
Muchos hornos de templado de resorte funcionan bajo una atmósfera controlada (generalmente nitrógeno, gas endotérmico o una mezcla de nitrógeno y metanol) para evitar la oxidación y descarburación de la superficie durante el ciclo de templado. La oxidación de la superficie puede degradar la vida útil a la fatiga y la resistencia a la corrosión, dos propiedades fundamentales en las aplicaciones de resortes. Los hornos de atmósfera protectora añaden complejidad y costo, pero son equipos estándar en la fabricación de resortes de precisión para resortes de válvulas de automóviles, resortes de trenes de aterrizaje de aviones y resortes de instrumentos quirúrgicos.
La temperatura de revenido seleccionada en un horno de revenido de resortes determina directamente las propiedades mecánicas finales del resorte terminado. Este no es un ajuste menor: una diferencia de 50°C en temperatura de templado puede cambiar la dureza de 3 a 6 puntos HRC y alterar drásticamente los valores de resistencia a la tracción y alargamiento.
| Rango de temperatura de templado | Dureza típica (HRC) | Resultado clave de la propiedad | Aplicación de primavera común |
|---|---|---|---|
| 150°C – 200°C (300°F – 390°F) | 60 – 65 HRC | Máxima dureza, ductilidad limitada | Muelles para instrumentos de precisión |
| 200°C – 300°C (390°F – 570°F) | 55 – 62 HRC | Alta dureza con cierta tenacidad. | Muelles de reloj, muelles de cerradura. |
| 300°C – 400°C (570°F – 750°F) | 48 – 56 HRC | Dureza equilibrada y resistencia a la fatiga. | Muelles de válvulas para coches, muelles de suspensión |
| 400 °C – 500 °C (750 °F – 930 °F) | 38 – 48 HRC | Buena tenacidad, menor dureza. | Muelles helicoidales para cargas pesadas, muelles ferroviarios. |
Una zona crítica a evitar es la rango de fragilización de martensita templada (TME) , normalmente entre 260°C y 370°C (500°F a 700°F) . El templado dentro de este rango puede en realidad reducir la tenacidad en lugar de mejorarla, un fenómeno causado por la precipitación de carburos en los límites de grano de austenita anteriores. Los operadores responsables de hornos de templado de resorte diseñan sus ciclos de templado para permanecer por debajo o exceder este rango en lugar de permanecer en él. Esta es una de las razones por las que las especificaciones de resortes de válvulas para automóviles frecuentemente especifican un templado de 380 °C a 420 °C o más.
La industria de los resortes utiliza varias configuraciones de hornos distintas para el proceso de templado de los resortes. Cada uno tiene ventajas técnicas que lo hacen más adecuado para tipos de resortes, volúmenes de producción o sistemas de aleaciones específicos.
El horno de cinta de malla es la configuración más común en la fabricación de resortes de gran volumen. Los resortes se cargan en una correa de malla de acero inoxidable que los transporta continuamente a través de las zonas de calentamiento, remojo y enfriamiento. Las tasas de producción pueden alcanzar 500 a 2.000 kg/hora dependiendo del largo y ancho del horno. Las velocidades de la correa y las temperaturas de la zona se pueden ajustar de forma independiente, lo que permite un control preciso del tiempo de remojo y el perfil de temperatura. Los hornos de cinta de malla son ideales para resortes helicoidales, resortes de alambre y resortes planos de tamaño pequeño a mediano. La principal limitación es que los resortes demasiado grandes o pesados pueden deformar la correa con el tiempo.
Los hornos de solera de rodillos utilizan rodillos enfriados por agua o de aleación para transportar resortes a través del horno en bandejas o accesorios. Manejan cargas más pesadas que los sistemas de correas de malla, admiten conjuntos de resortes más grandes y permiten un control atmosférico más preciso. Estos hornos son comunes para templar bobinas de suspensión, barras estabilizadoras y resortes de torsión de automóviles. Las temperaturas de trabajo varían desde ambiente hasta 700°C (1290°F) en la mayoría de los diseños de soleras de rodillos, con una uniformidad de temperatura muy estricta (normalmente ±4 °C) que se puede lograr en los sistemas modernos.
Los hornos discontinuos se cargan con una carga fija de resortes, se calientan, se remojan y luego se descargan. Ofrecen máxima flexibilidad: el mismo horno puede procesar una amplia variedad de tamaños y especificaciones de resortes en diferentes turnos. Esto los hace populares en talleres y entornos de producción de volumen medio. La desventaja es un menor rendimiento y la necesidad de un período de remojo térmico lo suficientemente largo para garantizar una temperatura uniforme en todo el lote. Un horno de caja por lotes bien diseñado utilizado para el templado de resortes normalmente contará con ventiladores de recirculación forzada para garantizar la uniformidad de la temperatura dentro de ±5°C incluso cuando se carga con una carga densa.
Para resortes largos, barras de torsión o paquetes de ballestas que no se pueden colocar fácilmente en posición plana, los hornos de pozo verticales brindan una solución práctica. El resorte o conjunto de resorte está suspendido verticalmente en la cámara del horno. Esto evita la distorsión causada por la gravedad, lo cual es una preocupación real al templar barras largas o paquetes de resortes de múltiples hojas. Los hornos de pozo para el templado de resortes suelen funcionar con gas y pueden alcanzar profundidades de 2 a 6 metros , que alberga componentes muy largos en una superficie compacta.
Los hornos de templado por baño de sal utilizan sales fundidas de nitrato o cloruro como medio de calentamiento. Los manantiales se sumergen en un baño de sal líquida, que proporciona transferencia de calor extremadamente rápida y uniforme — mucho más rápido que la convección del aire. Esto da como resultado tiempos de ciclo muy cortos y una excelente consistencia de temperatura. Los hornos de baño de sal son especialmente valorados para templar resortes de precisión donde se requieren tolerancias de dureza estrictas (±1 HRC). Los principales desafíos operativos son la gestión de la contaminación por sal, la extracción de humos y el riesgo potencial de las sales fundidas a temperaturas operativas de 160 °C a 550 °C.
Comprender lo que hay dentro de un horno de templado por resorte explica por qué algunos hornos producen mejores resultados que otros. Cada componente contribuye a la uniformidad de la temperatura, la integridad de la atmósfera y la repetibilidad que determinan la calidad final del manantial.
El proceso de templado de resortes no es igual para todos. Las diferentes aleaciones de acero para resortes responden de manera diferente al tratamiento térmico, y el horno de templado para resortes debe configurarse con el perfil de temperatura correcto para la aleación específica que se procesa.
Los aceros con alto contenido de carbono son los materiales para resortes más comunes y son los objetivos principales de los hornos de templado por resorte. Su contenido de carbono de 0,60% a 1,00% les da la capacidad de alcanzar una dureza muy alta después del enfriamiento. Estos grados suelen estar templados entre 200°C y 400°C. A 300°C, el acero para resortes 1080 normalmente alcanza una resistencia a la tracción de aproximadamente 1.800 a 2.000 MPa con dureza en el rango de 52 a 57 HRC.
Las aleaciones de silicio-cromo ofrecen una resistencia superior a la relajación bajo carga, una propiedad crítica para los resortes de válvulas y los resortes de suspensión. Estos grados generalmente se templan a temperaturas más altas, a menudo 420°C a 480°C , para activar completamente los mecanismos de fortalecimiento proporcionados por el silicio y el cromo. A estas temperaturas, el horno de templado de resorte debe mantener una uniformidad muy estricta porque la curva de respuesta de templado es pronunciada: pequeñas desviaciones de temperatura producen una notable dispersión de la dureza.
6150 es una aleación popular para resortes helicoidales y resortes planos automotrices e industriales. Las adiciones de vanadio refinan la estructura del grano y aumentan la templabilidad. Temperaturas de templado de 400°C a 500°C son típicos, lo que resulta en resistencias a la tracción en el rango de 1.600 a 1.900 MPa dependiendo del tamaño de la sección y la temperatura de templado específica.
Los aceros inoxidables para resortes requieren una consideración especial. Los grados que endurecen por precipitación, como el 17-7 PH, se fortalecen mediante tratamientos de envejecimiento a temperaturas específicas, comúnmente 480°C (Condición CH900) or 510°C (Condición RH950) – en lugar del ciclo convencional de enfriamiento y revenido. Los hornos de templado por resorte utilizados para resortes de acero inoxidable deben proporcionar un control atmosférico muy preciso para evitar el agotamiento del cromo en la superficie, lo que comprometería la resistencia a la corrosión.
Un horno de templado de resorte es tan bueno como el sistema de control de calidad que lo rodea. Los fabricantes de resortes que operan según estándares de calidad automotriz o aeroespacial mantienen rigurosos controles de proceso en torno a sus operaciones de templado.
La mayoría de las especificaciones aeroespaciales y automotrices requieren estudios periódicos de uniformidad de temperatura del horno de templado de resorte, que generalmente se realizan trimestralmente. En un TUS, los termopares calibrados se colocan en múltiples posiciones a lo largo de la zona de trabajo y el horno funciona al punto de ajuste operativo estándar. La desviación máxima permitida en todos los puntos de medición debe estar dentro de una banda específica; comúnmente ±5°C para hornos Clase 2 según AM 2750 (estándar de pirometría Nadcap). Los hornos que no cumplen con los requisitos de TUS deben recalibrarse o repararse antes de volver a funcionar.
Además de TUS, los instrumentos de control de temperatura del horno se verifican con termopares de referencia calibrados mediante pruebas de precisión del sistema realizadas mensualmente o en intervalos específicos. Esto garantiza que la lectura de temperatura mostrada por el controlador del horno coincida realmente con la temperatura real en la zona de trabajo.
Después de cada proceso de templado, se prueba la dureza de los resortes de muestra, generalmente usando la escala Rockwell C, para verificar que el lote haya alcanzado el rango de dureza especificado. Las especificaciones de resortes de válvulas automotrices, por ejemplo, comúnmente requieren dureza de 47 a 52 HRC , y todo el lote puede rechazarse si las muestras quedan fuera de esta ventana.
Para aplicaciones críticas, los resortes tomados de lotes templados se someten a pruebas de deflexión de carga para confirmar la velocidad del resorte y la longitud libre, y pruebas de fatiga para verificar que el ciclo de templado haya producido una vida útil adecuada. Los resortes de válvulas automotrices utilizados en motores de alto rendimiento se prueban rutinariamente para 10 millones de ciclos o más sin fallar a niveles de estrés específicos.
Incluso con hornos templados de resorte en buen estado, pueden surgir problemas que afecten la calidad del producto. Identificar estos problemas y sus causas fundamentales es esencial para una producción constante.
Los modernos hornos de templado por resorte son significativamente más eficientes energéticamente que los equipos de hace incluso 20 años. Los avances en materiales aislantes, tecnología de elementos calefactores y sistemas de combustión han reducido sustancialmente el consumo energético específico.
Los módulos de revestimiento de fibra cerámica reducen el almacenamiento de calor en las paredes del horno y la pérdida de calor en comparación con el ladrillo refractario denso. En una modernización del aislamiento de ladrillo al aislamiento de fibra cerámica, el ahorro de energía de 20% a 40% se informan comúnmente, junto con tiempos de calentamiento más rápidos que aumentan la disponibilidad y el rendimiento del horno.
La instalación de variadores de frecuencia (VFD) en motores de ventiladores de recirculación y accionamientos de cintas transportadoras permite adaptar con precisión la velocidad del ventilador y la velocidad de la correa a la tasa de producción y la carga del resorte, lo que reduce el consumo de energía innecesario durante los períodos de inactividad o cargas parciales.
En los hornos templados de resorte alimentados con gas, los recuperadores o sistemas de quemadores regenerativos recuperan el calor de los gases de escape y lo utilizan para precalentar el aire de combustión. Los sistemas recuperadores pueden elevar la temperatura del aire de combustión a 400°C a 600°C , reduciendo el consumo de combustible en 25% a 35% en comparación con la combustión de aire frío.
Los hornos modernos de templado por resorte incorporan cada vez más registro de datos, integración SCADA e incluso mantenimiento predictivo basado en aprendizaje automático. El monitoreo continuo de la resistencia del elemento, la corriente del motor del ventilador, la desviación de la calibración del termopar y la composición de la atmósfera permite a los equipos de mantenimiento programar intervenciones antes de que ocurran fallas, lo que reduce el tiempo de inactividad no planificado que puede alterar los programas de producción y exponer los lotes de resortes parcialmente templados a riesgos de calidad.
El templado por resorte a veces se confunde con el alivio de tensiones y el recocido. Estos son procesos de tratamiento térmico relacionados pero distintos, y las diferencias son significativamente importantes en la fabricación de resortes.
| Proceso | Rango de temperatura | Propósito | Efecto sobre la dureza |
|---|---|---|---|
| Templado de primavera | 150°C – 500°C | Reducir la fragilidad después del endurecimiento, establecer las propiedades mecánicas finales. | Reduce la dureza desde el estado templado hasta el objetivo especificado |
| Alivio del estrés | 120°C – 250°C | Elimine las tensiones de bobinado o bobinado de los resortes formados en frío. | Cambio mínimo en la dureza. |
| recocido | 700°C – 900°C | Ablandar completamente el acero para conformarlo o mecanizarlo. | Reducción importante: da como resultado un material muy blando |
Los resortes enrollados en frío hechos de alambre preendurecido (como alambre de música o alambre trefilado) generalmente se someten a un alivio de tensión en lugar de un templado completo, porque el alambre ya fue templado en la fábrica de alambre. El tratamiento para aliviar el estrés en 120°C a 230°C durante 20 a 30 minutos elimina las tensiones de bobinado y estabiliza la geometría del resorte sin alterar significativamente la dureza. Los resortes enrollados en caliente, por el contrario, se enrollan por encima de la temperatura de transformación crítica y requieren un endurecimiento y revenido completos en un horno de templado para resortes después de su formación.
La elección de un horno de templado de resorte implica equilibrar varios requisitos operativos. Una elección incorrecta da como resultado una mala calidad del resorte o una costosa inversión en exceso de capacidad.

TK12120 MÁQUINA ENROLLADORA DE RESORTE CNC TK-8120 12EJES...
Смотрите подробности
TK-6160 LAMINADORA DE RESORTE CNC TK-6160 ...
Смотрите подробности
TK-6120 LAMINADORA DE RESORTE CNC TK-6120 ...
Смотрите подробностиCódigo QR móvil

 Idioma
Idioma  中文简体
中文简体 英语
英语 俄语
俄语 西班牙语
西班牙语

