Contenido
un horno de templado es un tipo de horno de tratamiento térmico industrial diseñado específicamente para realizar el proceso de templado de metales, más comúnmente acero endurecido. Su función principal es recalentar un componente metálico previamente templado o endurecido a una temperatura por debajo de su punto crítico inferior, mantenerlo a esa temperatura durante un período controlado y luego permitir que se enfríe de manera regulada. Este proceso alivia las tensiones internas, reduce la fragilidad y mejora la tenacidad sin sacrificar significativamente la dureza.
Para decirlo claramente: una vez endurecido el acero, se vuelve extremadamente duro pero también peligrosamente quebradizo. Un horno templado es la herramienta que corrige este desequilibrio. Transforma una pieza frágil y sometida a tensión en un componente con una combinación cuidadosamente calibrada de dureza y ductilidad, adecuada para cargas mecánicas del mundo real.
Los hornos de templado se utilizan ampliamente en las industrias automotriz, aeroespacial, de herramientas, de rodamientos y de fabricación de resortes. Procesan de todo, desde herramientas de corte y engranajes hasta componentes estructurales e instrumentos quirúrgicos. El rango de temperatura de funcionamiento de un horno templado típico es 150°C a 700°C (302°F a 1292°F) , dependiendo del material y de las propiedades mecánicas objetivo.
El principio de funcionamiento de un horno templado se basa en una metalurgia térmica controlada. Cuyo el acero se templa después de la austenitización, se transforma en martensita, una estructura cristalina tetragonal centrada en el cuerpo, sobresaturada, que es extremadamente dura pero muy sometida a tensión y quebradiza. El templado, realizado dentro del horno de templado, desencadena una serie de transformaciones de fase controladas por difusión dentro de la martensita que reducen progresivamente las tensiones y restablecen la ductilidad.
El proceso sigue una secuencia clara de eventos físicos y metalúrgicos:
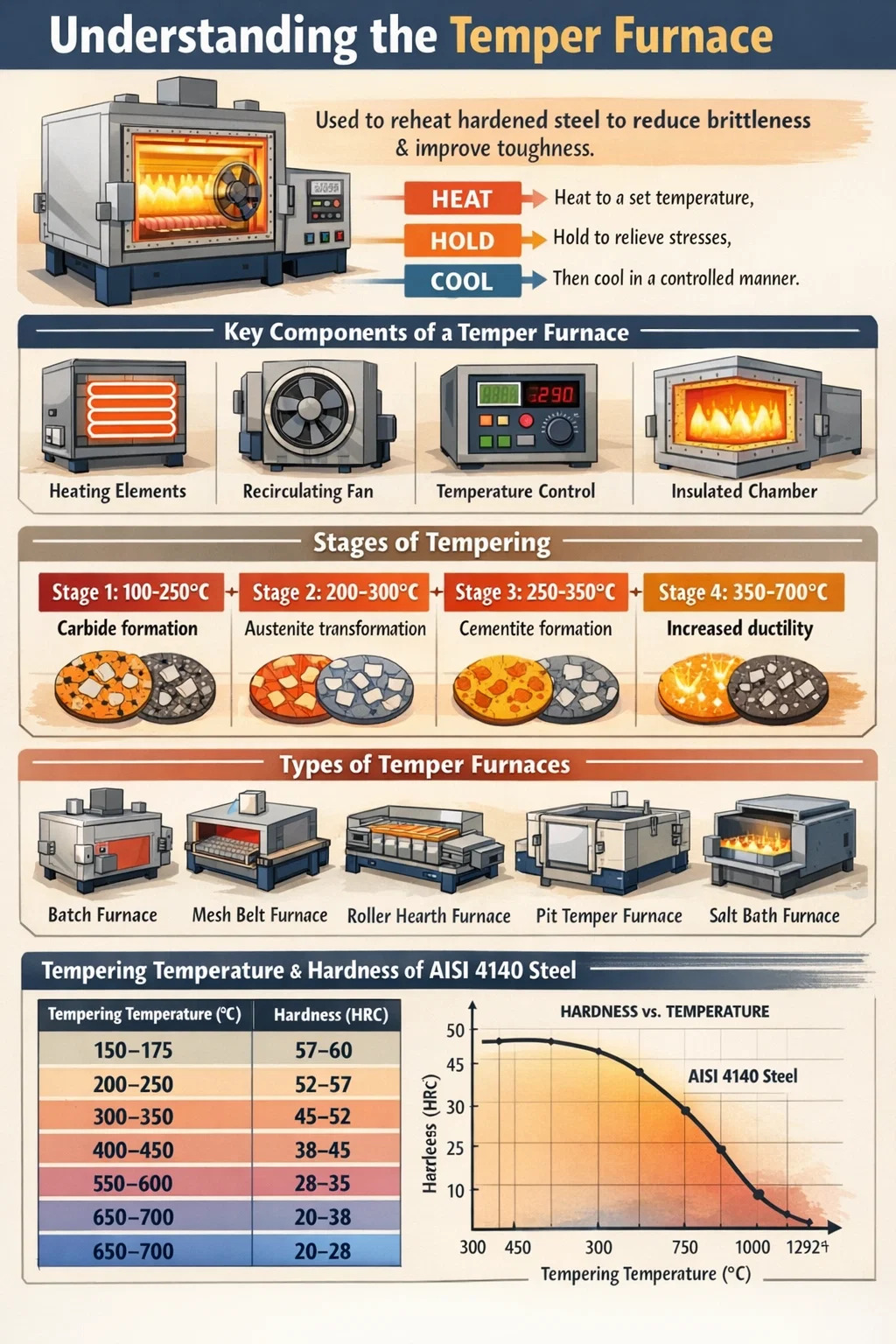
Los cambios metalúrgicos durante el templado se pueden dividir en cuatro etapas distintas según la temperatura:
El horno de templado debe mantener un estricto control de temperatura durante todas estas etapas. Los sistemas modernos logran uniformidad dentro ±3°C a ±5°C a lo largo de la zona de trabajo, lo cual es esencial para un desempeño consistente de la pieza.
Comprender el diseño de un horno templado ayuda a explicar por qué logra resultados metalúrgicos consistentes y repetibles. Los componentes principales trabajan juntos para brindar calor uniforme, atmósfera controlada y medición confiable de temperatura.
Los hornos templados utilizan elementos calefactores de resistencia eléctrica o quemadores de gas. Los sistemas eléctricos, que a menudo utilizan elementos de nicromo, Kanthal o carburo de silicio, ofrecen un funcionamiento más limpio y un control más preciso. Los sistemas alimentados por gas ofrecen costos operativos más bajos para una producción de gran volumen. El sistema de calefacción está dimensionado para satisfacer la carga térmica de la carga (normalmente expresada en kW o BTU/h).
La cámara del horno está revestida con ladrillos refractarios o aislamiento de fibra cerámica. Los módulos de fibra cerámica son cada vez más preferidos porque tienen menor masa térmica , lo que significa tiempos de calentamiento más rápidos y menor consumo de energía. Una cámara bien aislada reduce la pérdida de calor y estabiliza la distribución de la temperatura.
La recirculación forzada de aire caliente es una de las características más importantes de un horno templado moderno. Los ventiladores de alta velocidad hacen circular aire caliente a través de las piezas de trabajo, eliminando la estratificación de temperatura. Sin recirculación, la parte superior de un horno cargado puede estar entre 30 y 50 °C más caliente que la parte inferior. Un sistema de ventilador de recirculación aporta uniformidad de temperatura dentro de ±5°C o mejor en toda la carga.
Los termopares (normalmente Tipo K o Tipo N) monitorean la temperatura en múltiples puntos del horno. Un controlador PID (Proporcional-Integral-Derivativo) o un controlador lógico programable (PLC) gestiona los elementos calefactores basándose en la retroalimentación del termopar. Los sistemas de alta gama incorporan registradores de datos que registran cada ciclo para su trazabilidad, un requisito en los estándares de tratamiento térmico aeroespacial (AMS 2750) y automotriz.
Dependiendo de los requisitos de la aplicación, un horno templado puede funcionar en aire, nitrógeno o en una atmósfera endotérmica protectora. El control de la atmósfera previene la oxidación y descarburación de la superficie durante el templado, lo que es particularmente importante para componentes de acero para herramientas de precisión y anillos de rodamientos.
Las piezas se pueden cargar manualmente en bandejas o automáticamente mediante transportadores, hogares de rodillos o sistemas de empuje. Los hornos de templado por lotes manejan cargas individuales, mientras que los hornos de templado continuo, como los hornos de templado con solera de rodillos o con cinta de malla, procesan piezas en un flujo constante, adecuado para operaciones de gran volumen como la producción de sujetadores, resortes o rodamientos.
Los hornos de templado vienen en varias configuraciones, cada una adaptada a diferentes volúmenes de producción, geometrías de piezas y requisitos de proceso. Elegir el tipo correcto afecta directamente la eficiencia energética, el rendimiento y la uniformidad de la temperatura.
| Tipo de horno | Modo de operación | Rango de temperatura típico | Más adecuado para |
|---|---|---|---|
| Horno de templado por lotes/caja | lote | 150–700°C | Herramientas, matrices, tipos de piezas mixtas. |
| Horno de temple vertical/de pozo | lote | 150–650°C | Ejes largos, barras, varillas. |
| Horno de templado con correa de malla | Continuo | 150–500°C | Piezas pequeñas: sujetadores, cojinetes, resortes. |
| Horno templado de hogar con rodillos | Continuo | 200–700°C | Grandes piezas planas, estampados de automoción. |
| Horno de templado inferior del coche | lote | 200–700°C | Piezas forjadas pesadas, grandes componentes industriales. |
| Horno templado de baño de sal | lote | 150–600°C | Templado rápido y uniforme de piezas de precisión |
unmong these, the horno de templado de correa de malla es el más frecuente en entornos de producción en masa. Una línea de horno de cinta de malla única puede procesar cientos de kilogramos de piezas por hora, lo que la convierte en la columna vertebral de las operaciones de tratamiento térmico de rodamientos y sujetadores en todo el mundo.
La variable más influyente en el proceso de templado es la temperatura. Dentro del horno de templado, la temperatura seleccionada determina directamente el equilibrio entre dureza y tenacidad. A medida que aumenta la temperatura de templado, la dureza disminuye y la tenacidad aumenta, pero la relación no es lineal y depende en gran medida de la composición de la aleación.
Para un acero común de medio carbono como AISI 4140, así es como la temperatura de templado afecta la dureza Rockwell (HRC) después del enfriamiento con aceite:
| Temperatura de templado (°C) | Dureza (HRC) | Aplicación típica |
|---|---|---|
| 150-175 | 57–60 | Herramientas de corte, superficies de desgaste. |
| 200–250 | 52–57 | Cojinetes, casquillos |
| 300–350 | 45–52 | Resortes, herramientas manuales. |
| 400–450 | 38–45 | Engranajes, ejes, bielas. |
| 550–600 | 28–35 | Componentes estructurales, recipientes a presión. |
| 650–700 | 20-28 | Piezas forjadas de alta tenacidad, maquinaria pesada. |
Un fenómeno importante a tener en cuenta es fragilidad del temperamento — una reducción en la tenacidad al impacto que se produce cuando ciertos aceros aleados se templan en el rango de 250 a 400 °C (rango de fragilidad azul) o se enfrían lentamente a 375 a 575 °C. Los hornos de templado utilizados para aceros aleados a menudo están programados para evitar estos rangos de temperatura o para enfriarlos rápidamente para evitar la fragilización. Por eso es importante la programación precisa del horno: no solo alcanzar una temperatura objetivo, sino también gestionar la velocidad y la trayectoria del cambio de temperatura.
Los hornos de templado están presentes en prácticamente todos los sectores que dependen de piezas de acero templado. El proceso de templado no es opcional para la mayoría de los componentes de ingeniería; es un paso obligatorio que marca la diferencia entre una pieza que funciona de manera confiable en servicio y una que se fractura bajo carga.
El sector del automóvil se encuentra entre los mayores consumidores de capacidad de templado en todo el mundo. Engranajes, cigüeñales, árboles de levas, bielas, semiejes, resortes de válvulas y componentes de transmisión pasan por hornos templados como parte de su ruta de producción. Un automóvil de pasajeros moderno contiene cientos de piezas de acero tratadas térmicamente y muchas de ellas requieren templado para lograr el equilibrio adecuado entre resistencia a la fatiga y resistencia al impacto. Los hornos de templado de solera de rodillos o de cinta de malla continua que funcionan las 24 horas del día son equipos estándar en las plantas de proveedores automotrices de gran volumen.
Los anillos de rodamiento y los elementos rodantes requieren un templado muy preciso, normalmente en el rango de 150–180°C , para lograr la dureza objetivo de 58–64 HRC y al mismo tiempo eliminar la austenita retenida y garantizar la estabilidad dimensional. Incluso una desviación de 10°C de la temperatura de templado especificada puede hacer que la dureza caiga fuera de la tolerancia. Esta es la razón por la que los fabricantes de rodamientos invierten mucho en la calificación de los hornos y en sistemas de hornos templados que cumplan con AMS 2750/CQI-9.
Las herramientas de corte de acero rápido (HSS) generalmente se templan a 540–560°C (un proceso llamado templado de endurecimiento secundario) que se realiza dos o tres veces para convertir la austenita retenida y desarrollar carburos secundarios que proporcionen dureza roja. Los aceros para herramientas para trabajo en frío, como el acero para troqueles para trabajo en caliente D2 o H13, se templan a diferentes rangos de temperatura para optimizar sus propiedades de servicio específicas. Los hornos de templado por lotes de caja son la opción más común para talleres de herramientas y troqueles debido a su flexibilidad para manejar piezas de distintos tamaños.
Los componentes del tren de aterrizaje, los sujetadores, los marcos estructurales y las piezas del motor requieren templado bajo condiciones estrictamente controladas. El templado aeroespacial debe cumplir con las especificaciones AMS 2759, que definen rangos de temperatura permisibles, tiempos de retención, posiciones de termopares y requisitos de registro. Los hornos de templado utilizados en el sector aeroespacial suelen contar con múltiples termopares, sistemas de control redundantes y registro de ciclos totalmente automatizado con trazabilidad digital.
Los resortes de válvula, resortes de suspensión y resortes industriales están templados a aproximadamente 380–450°C para optimizar su límite elástico y su vida a fatiga. Los hornos templadores de cinta de malla continua son ideales en este caso, ya que pueden fluir grandes cantidades de alambre para resortes o resortes helicoidales. El templado adecuado mejora la resistencia a la fatiga al relajar las tensiones residuales introducidas durante los procesos de bobinado y granallado.
Estos tres tipos de hornos se utilizan para tratamientos térmicos, pero sirven para propósitos metalúrgicos fundamentalmente diferentes. Confundirlos provoca importantes errores de proceso y piezas desechadas.
La distinción clave es que siempre se utiliza un horno templado. después endurecimiento, como paso correctivo. El recocido y la normalización generalmente se realizan antes endurecimiento final, como pasos preparatorios. Los rangos de temperatura de funcionamiento también difieren significativamente: el templado se mantiene por debajo de los 700°C, mientras que el recocido y la normalización suelen operar por encima de los 800-950°C.
Para lograr un buen temperamento se requiere algo más que simplemente ajustar un dial. Se deben gestionar varios parámetros que interactúan simultáneamente para lograr el resultado deseado de manera consistente.
Los estudios de uniformidad de temperatura (TUS), según lo exige AMS 2750 y estándares similares, miden la distribución de temperatura real en la zona de trabajo del horno utilizando múltiples termopares calibrados. Los hornos se clasifican en clases de precisión según su uniformidad: Clase 2 (±6°C) and Clase 3 (±8°C) son comunes para piezas de precisión, mientras que la Clase 5 (±14°C) puede ser aceptable para aplicaciones menos críticas. La uniformidad inadecuada de la temperatura es una de las principales causas del rechazo de lotes de tratamiento térmico.
El tiempo de remojo se calcula según el espesor de la sección; una regla general común es 1 hora por pulgada (25 mm) de sección transversal , con un mínimo de 1 hora. Un tiempo de remojo insuficiente deja tensiones residuales en el núcleo de las secciones gruesas. Un tiempo de remojo excesivo a temperaturas superiores a 500°C para ciertos aceros aleados corre el riesgo de que el temple se vuelva quebradizo o el crecimiento del grano. Ambos extremos degradan el rendimiento.
Sobrecargar un horno templado o apilar piezas con fuerza impide el flujo de aire y crea gradientes de temperatura dentro de la carga. Las piezas deben disponerse para permitir una circulación de aire adecuada. A menudo se utilizan accesorios de cesta o bandeja para mantener la separación entre las piezas. En los hornos continuos, la densidad de carga de la cinta (kg/m²) es un parámetro de proceso crítico.
Para piezas donde la integridad de la superficie es crítica, como engranajes de precisión o pistas de rodamientos, una atmósfera neutra o ligeramente reductora evita la oxidación y la descarburación durante el templado. Las atmósferas de nitrógeno o nitrógeno-metanol se utilizan comúnmente en hornos templados con atmósfera controlada. Las piezas templadas al aire libre a altas temperaturas pueden desarrollar capas de óxido en la superficie que deben eliminarse mediante granallado o volteo, lo que aumenta los costos y el tiempo del ciclo.
Para la mayoría de los aceros al carbono y de baja aleación, la velocidad de enfriamiento después del templado tiene un impacto mínimo en las propiedades finales. Sin embargo, para ciertos aceros aleados, particularmente aquellos que contienen Mn, Cr, Ni o P, el enfriamiento lento entre 375 y 575 °C provoca fragilidad por temple, una caída dramática en la tenacidad a la entalla. Estos aceros deben ser agua o aceite templado después del revenido para superar este rango rápidamente.
Los costos de energía representan una fracción significativa de los gastos operativos en cualquier instalación de tratamiento térmico. Los diseños modernos de hornos templados incorporan múltiples estrategias para reducir el consumo de energía sin comprometer el rendimiento metalúrgico.
Algunos sistemas avanzados de hornos de templado continuo ahora alcanzan un consumo de energía específico por debajo 0,15 kWh por kilogramo de acero procesado — una mejora significativa con respecto a los diseños más antiguos que consumían entre 0,25 y 0,35 kWh/kg.
Incluso con un horno templado correctamente diseñado, los errores en el proceso pueden introducir defectos que comprometan el rendimiento de la pieza. Comprender estos defectos y sus causas fundamentales ayuda a los operadores a configurar y mantener su proceso de templado correctamente.

TK12120 MÁQUINA ENROLLADORA DE RESORTE CNC TK-8120 12EJES...
Смотрите подробности
TK-6160 LAMINADORA DE RESORTE CNC TK-6160 ...
Смотрите подробности
TK-6120 LAMINADORA DE RESORTE CNC TK-6120 ...
Смотрите подробностиCódigo QR móvil

 Idioma
Idioma  中文简体
中文简体 英语
英语 俄语
俄语 西班牙语
西班牙语

